技術・事例
NIDECグループの技術技術についてご紹介します。


未来への取り組み(11件)NIDECグループの研究開発への取り組みや、新しいビジネス分野への挑戦について紹介しています。
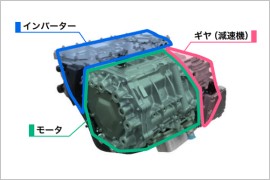
トラクションモータシステム
「E-Axle」(EV駆動モータシステム)
「NIDECグループの技術を集結した「EVの心臓部」を製品化」
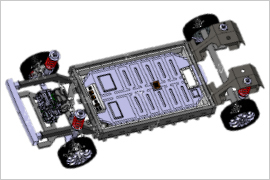
EVプラットフォーム
「EV普及の命運を握る汎用台車の開発に着手」

メタバース空間でリアルな感覚を再現する新世代触覚デバイス
振動により「触れる」感覚を再現する触覚デバイス
NIDECの技術力(16件)今まで培ってきた技術や、開発経緯を紹介しています。
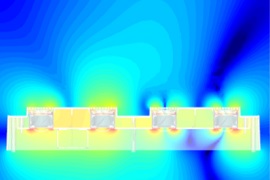
サーマルソリューション
NIDECでは、多様な熱対策製品を組み合わせたソリューションを提案します。
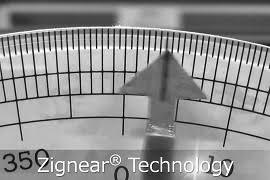
高精度なモータ制御を実現する
位置検出技術 Zignear ®
「当社が開発した高精度なモータ制御を実現する位置検出技術 Zignear® の特長および製品への適用事例についてご紹介します」

シンクロナスリラクタンスモータのダイレクトオンライン技術
省電力かつシーンを選ばず活用できる次世代モータの実用化へ。
ソリューション事例(39件)製品導入事例・ケーススタディーなどの事例を紹介しています。

成形技術を活かし車載カメラのレンズをガラス並みのプラスチックに
増え続ける車載カメラ市場向けにガラス並みの性能を持ったプラスチックレンズを提供。

電動バイク用モータ
多種多様のモータを手掛けてきたNIDECのノウハウにより競争力のある高品質モータを提供。

増大する熱負荷に対応する水冷システム
冷却性能の高い水冷システムを中心に熱対策ソリューションをトータルに提案。
身の回りのモータ
NIDECが提供するモータは身の回りのあらゆるモノに使われています。
ここではシーンごとに、モータが使われる代表製品とその用途を紹介いたします。





モータとは
当社のTechnical Adviser 見城尚志が監修・執筆する「モータの不思議と更なる可能性の探究」、
モータの原理が理解できる「モータ基本情報」、モータ用語集など、モータに関する様々な情報を取り揃えました。



NIDEC No.1

NIDECグループでは、数多くのNo.1製品を世に送り出しています。
研究開発拠点の紹介

幅広い産業分野への貢献をめざすNIDECは、グローバルに連携する研究開発拠点を設立しています。
知的財産情報

知的財産に関する組織・活動を紹介しています。