精密切削工具|精密切削工具|シェービングカッタ
シェービングカッタ
取扱い会社名:ニデックマシンツール株式会社
- この製品に関するお問い合わせ
- お問い合わせ
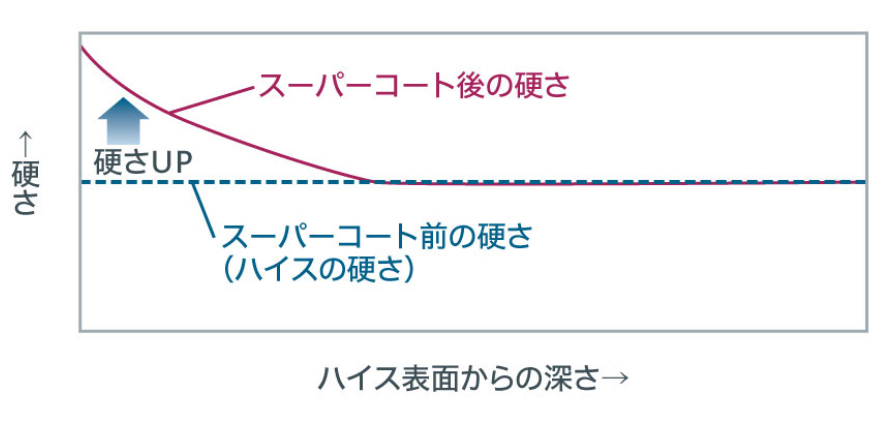
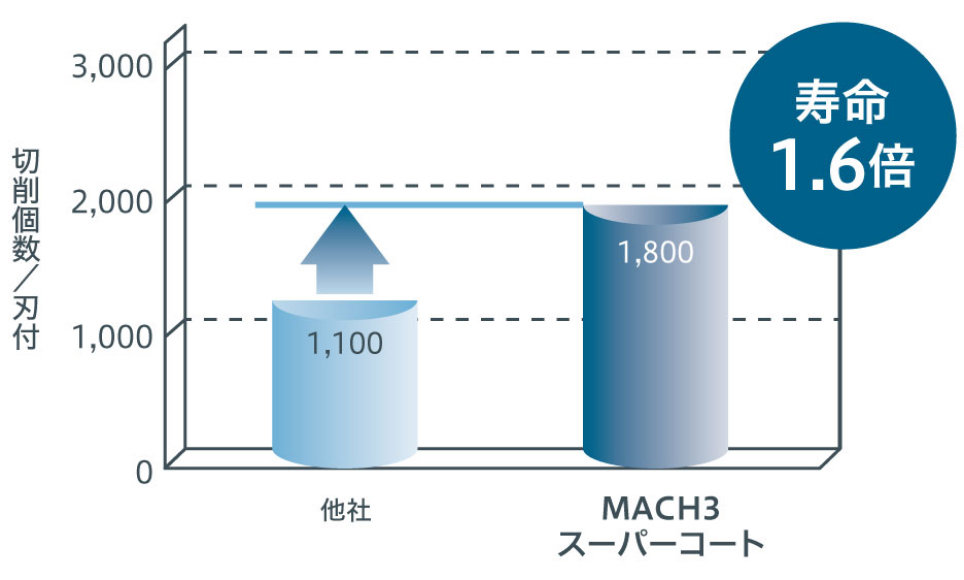
スーパーコートシェービング
特長
- 硬さアップにより、カッタの耐摩耗性が向上
- 表面状態の変化がほとんどなく、カッタ面粗度が悪化しない
- 寸法変化が少なく、セレーション溝深さのバラツキを抑える
加工事例
| ワーク | m2.7 PA20° 68T |
|---|---|
| HA 28° RH Φ116 | |
| 歯幅 | 36 SCr420H |
| カッタ | 79T Φ225 |
| MACH3 + スーパーコート | |
ファインピッチシェービング
加工事例
ファインピッチ+材質変更+スーパーコートSVCによる工具寿命改善・コストダウンを達成
| ワーク | m1.7 PA17.5° HA36° NT45° |
|---|---|
| カッタ | NT113 HA21° |
| 対策 | 剛性アップ、ファインピッチスーパーコート |
| 切削条件 | 79T Φ225 |
| 切削条件 | 回転数220rpm 送り量0.4mm/min T1:2 T2:4 T3:4 BM:0.02 プランジ |
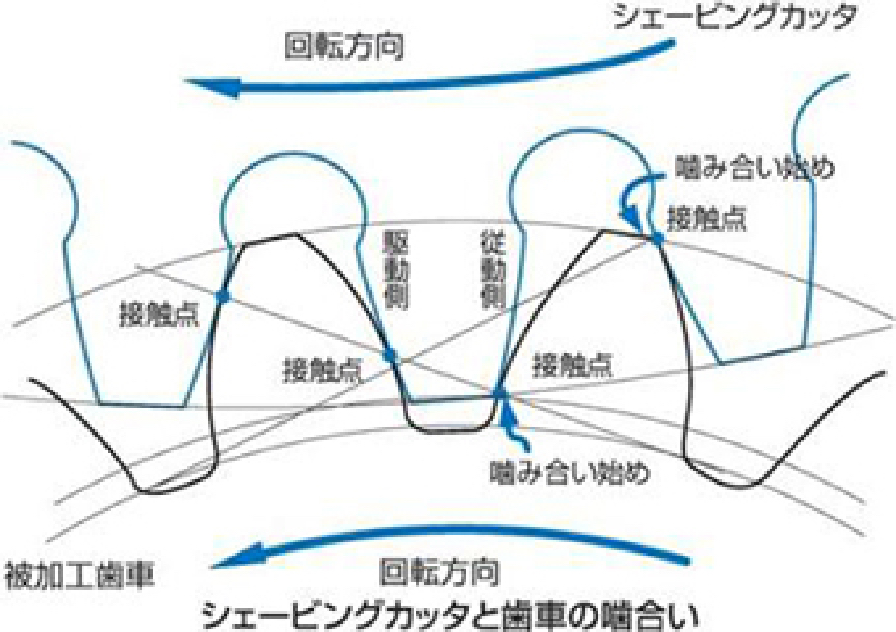
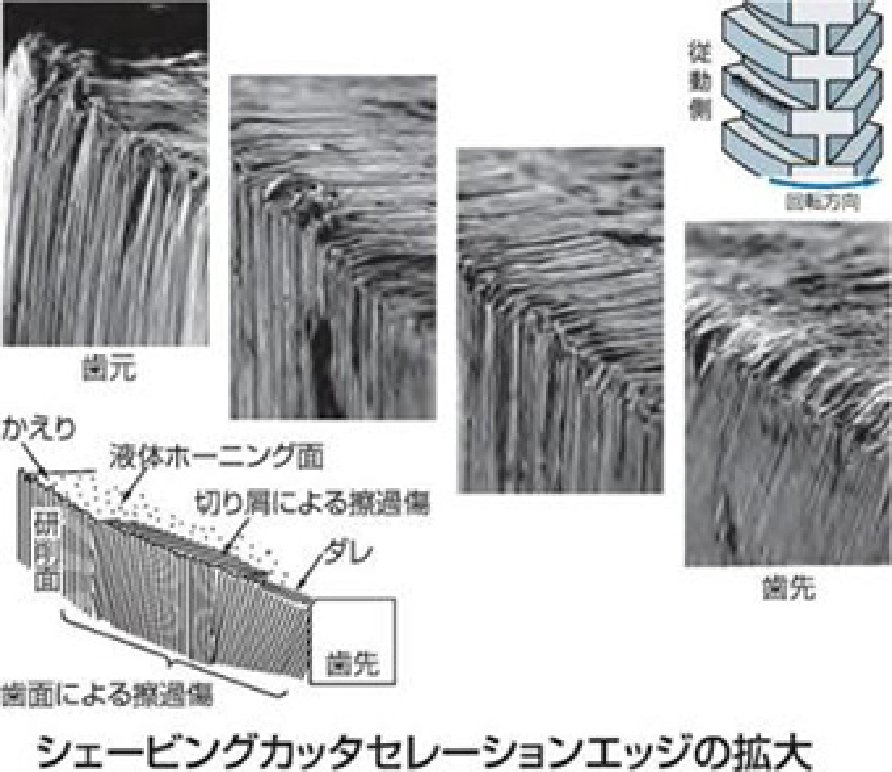
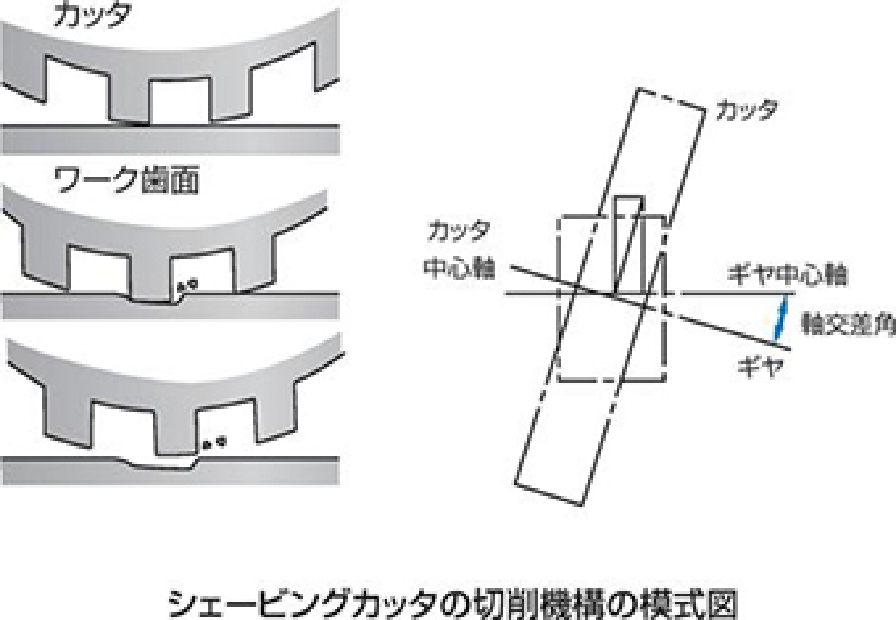
シェービングカッタによる加工
シェービングカッタとホブやピニオンカッタで荒加工されたワークを交差角(5°~15°)を持たせて、かみ合わせ回転させることで発生する歯面のすべり運動により、微少に切削しながら仕上げ加工します。
比較的安価に量産できるため、自動車や建設機械の歯車仕上げに用いられます。
ただし、熱処理前の加工に対し可能。(熱処理後は歯形研削となる。)
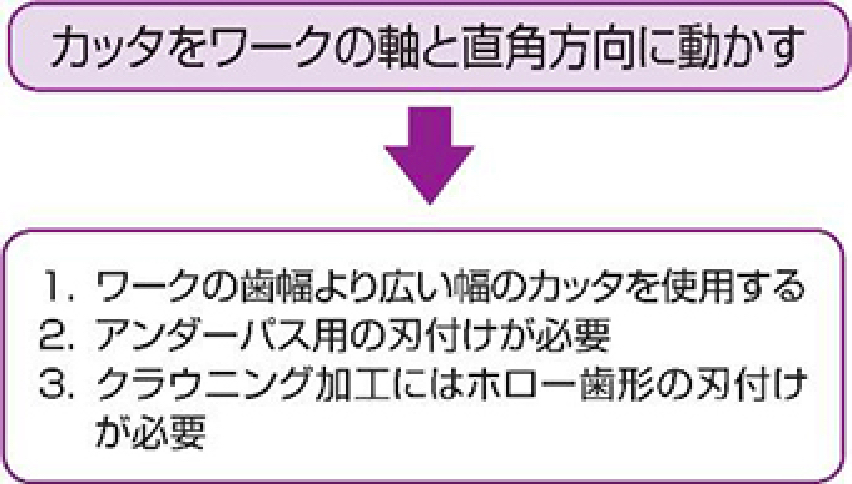
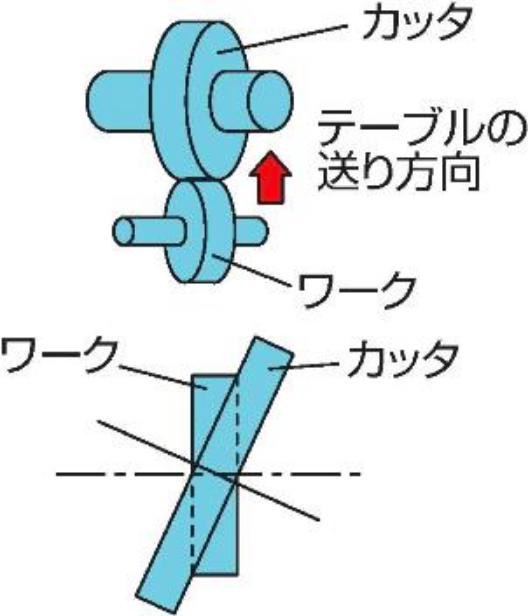
コンベンショナル加工法
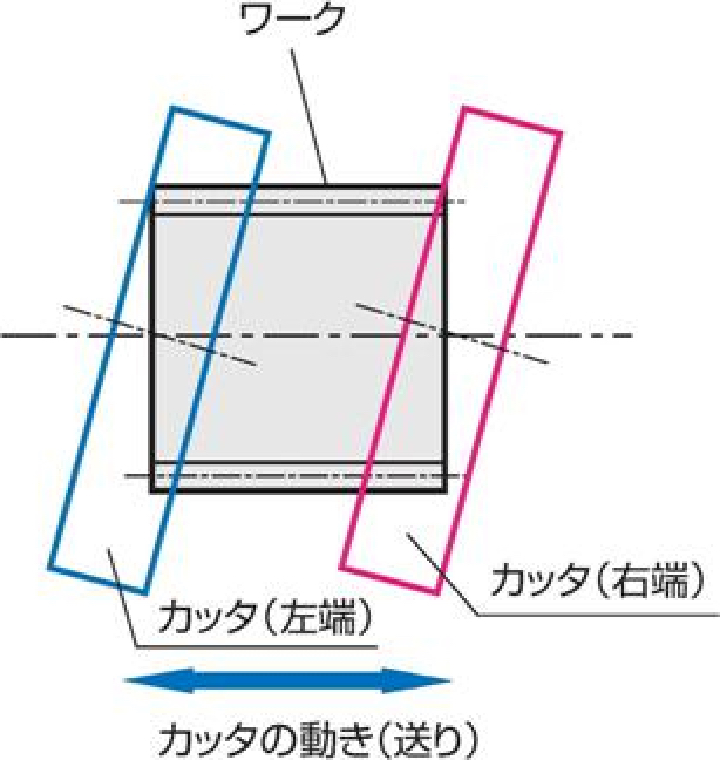
アンダーパス加工法
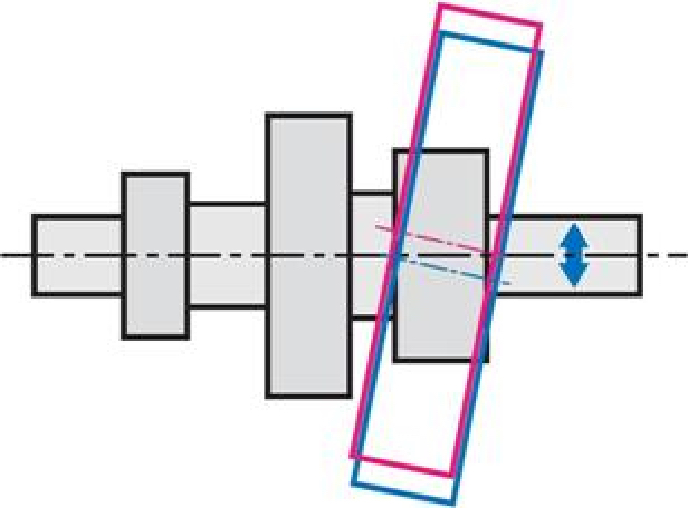
上図でカッタを青色で示す下の位置から、赤色で示す上の位置まで動かすと、接触点は左から右へ移動しワークの歯幅一杯を仕上げることができる。
直ぐ隣に歯があり、コンベではカッタとワークが干渉する、交差角がとれない場合
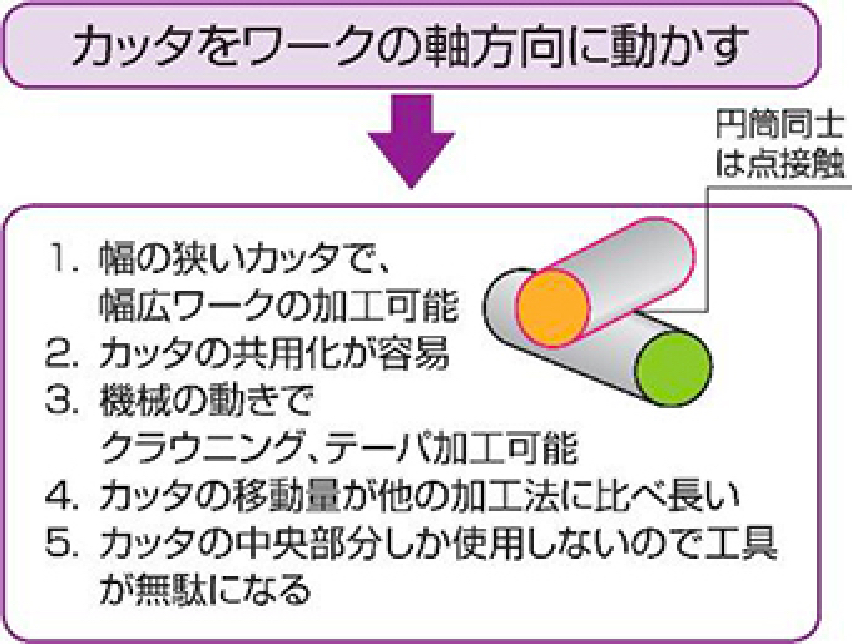
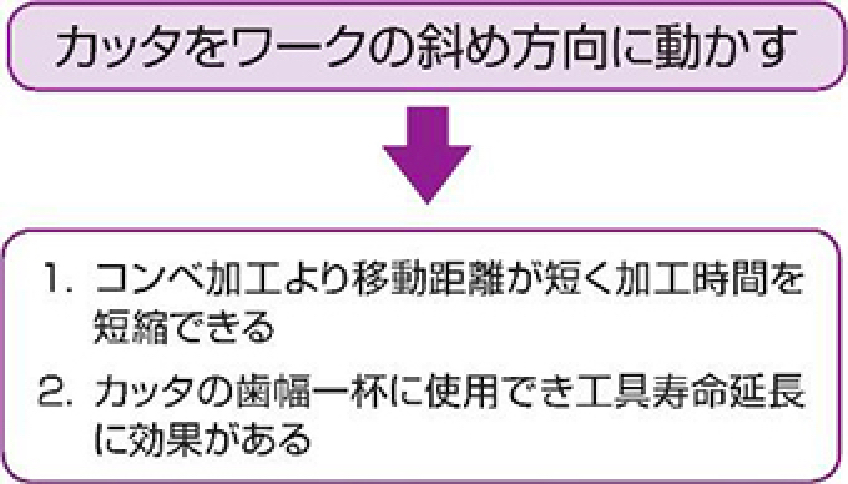
ダイアゴナル加工
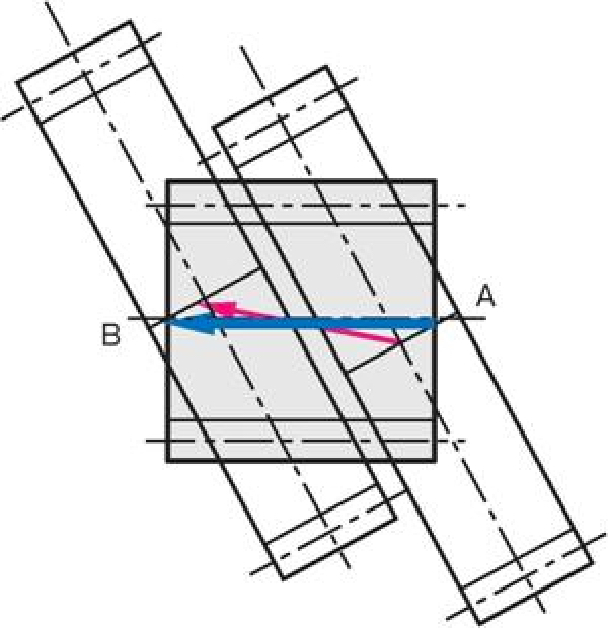
カッタを赤色の矢印の方向に、斜めに送ると噛合い点がワークの右端Aから左端Bに移動する。
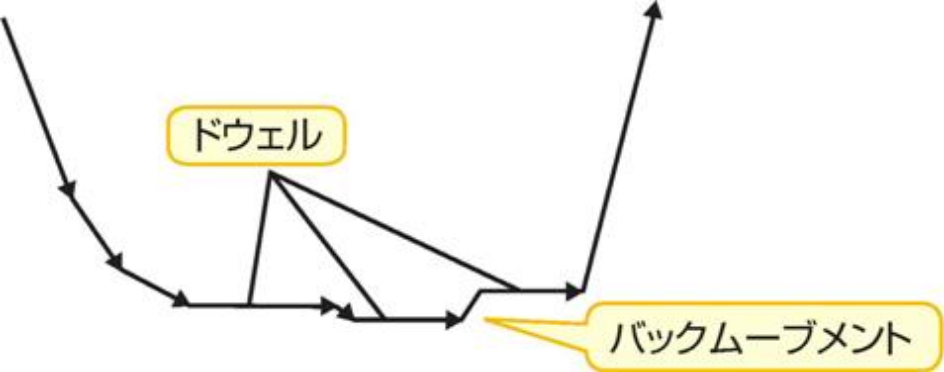
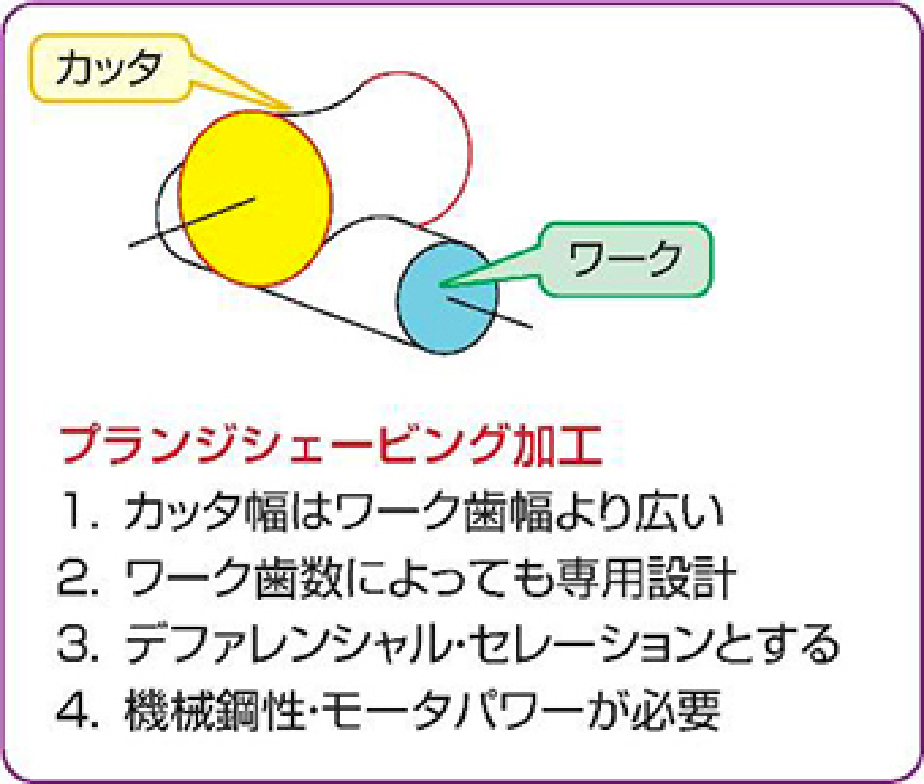
プランジ加工法

ホローリード(逆クラウニングリード)は、歯形に刃付けが必要。
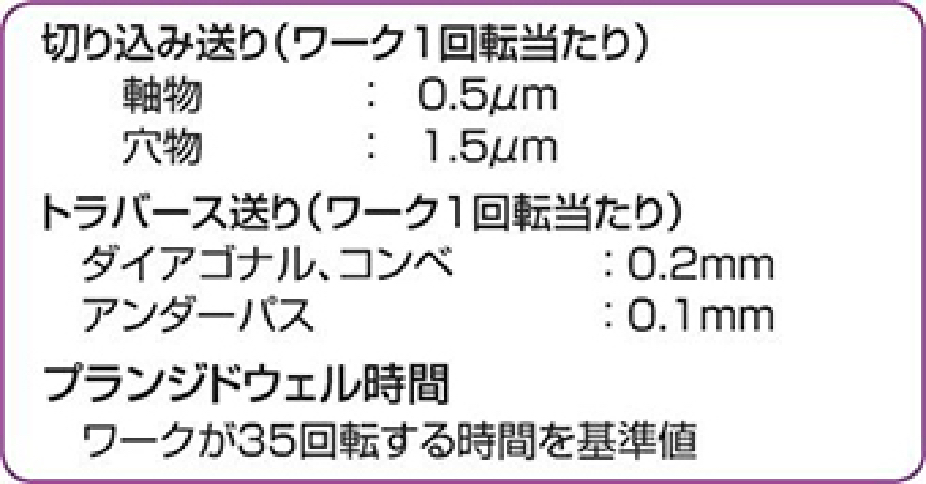
加工条件の設定(基本的なシーケンス)
| 切削速度 | プランジ、 アンダーパス | 145m/min |
|---|---|---|
| ダイアゴナル、 コンベ | 120m/min | |
| 注意 | ワークの回転速度 | < 2000rpm |
| 軸物 | < 1000rpm |
プランジシェービングの特徴と一般的な加工条件
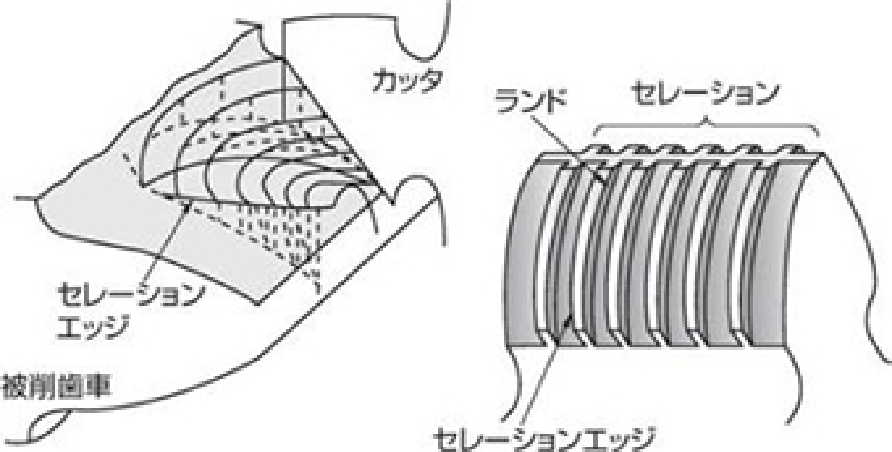
刃付について