機械と工具2025年11月号
歯車加工機メーカーが提案する複合加工 (後編)
切削面取一体型ホブ盤GE25CF
6.歯車加工用ホブ盤の複合化
前章までマシニングセンタベースのギヤ複合加工機を紹介したが、当社では歯車加工専用機の複合化も進めているので紹介する。当社は粗加工から仕上げ加工までのさまざまな歯車加工機をユーザーに提案している。粗加工の主力機であるホブ盤と、歯車の上下端面の切削面取りを行う切削面取り一体型ホブ盤GE25CFを開発し、2025年に中国国際工作機械展覧会(CIMT2025)に出展した (図15)。

6.1 切削面取り一体型ホブ盤GE25CFの特徴
本機は加工できるワーク最大径がφ250mmクラスの最新ホブ盤GE25Bをベースに、4ステーション化リングローダにより機内の別ステーションに切削面取りユニットを配置して、インラインでホブ加工と切削面取り加工ができる設備である。
この機械の主な特徴は次の3点になる。
①複数種の面取りエ具の使用が可能
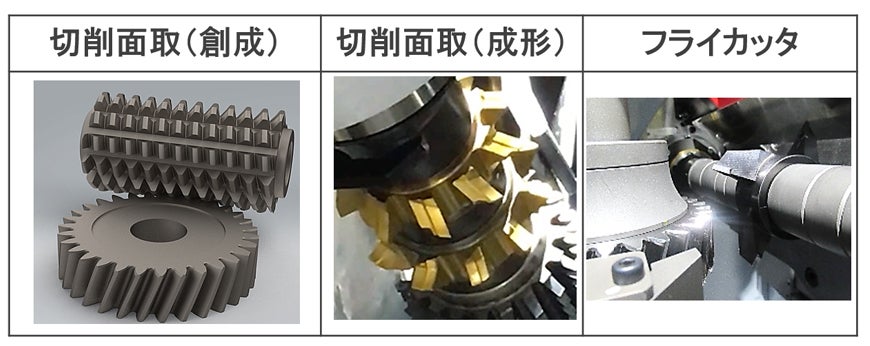
GE25CFでは、当社で専用設計する面取りホブカッタ、成形カッタ、汎用超硬チップをカッタホルダに取り付けたフライカッタと3種の回転工具による切削面取り加工が可能である(図16)。
当社の切削面取り用工具は治具やワークとの干渉など歯車諸元に合わせて最適な面取り加工ができるようにシミュレーションを実施して、3種の加工法を使いわけて高精度な切削面取り加工を実現している。
②クラストップクラスの省スペース
GE25CFは、ホブ加工した歯車を4ステーション化したリングローダにより90°旋回させた位置に搬送して切削面取りを行う。切削面取りのユニット幅を従来機の幅スペースである420mm以内に設計することで、当社ホブ盤GE25Bの機械正面扉を変更することなく切削面取りユニットをコンパクトに収めている。
③良好な作業性
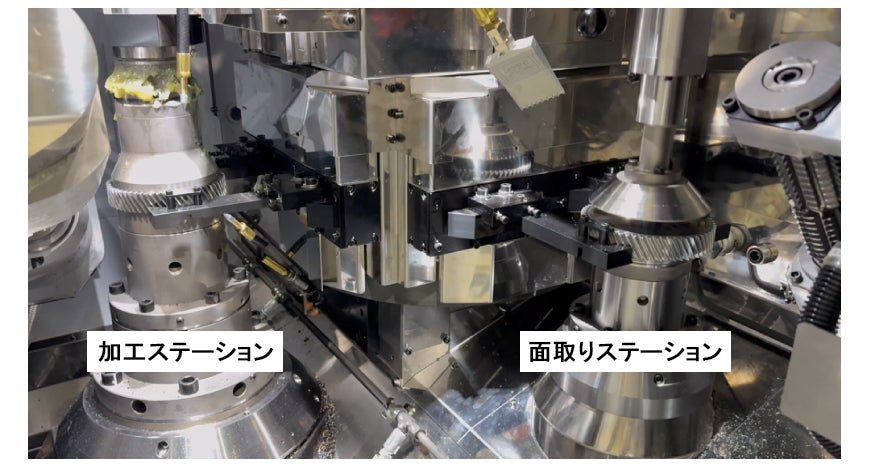
ホブ加工側の正面扉と面取り加工側の開き扉を開けると、2つの工程の治具が作業者側から一望できる(図17)。また制御盤に可動式の操作盤を設置しており、アームを旋回させて作業しやすい位置に移動できる。これにより作業者のメンテスペース幅は最大で 1230mmを確保しており、ホブ加工と切削面取り加工の両方のメンテナンスができるよう作業性にも配慮している。
6.2 GE25CFの加工事例
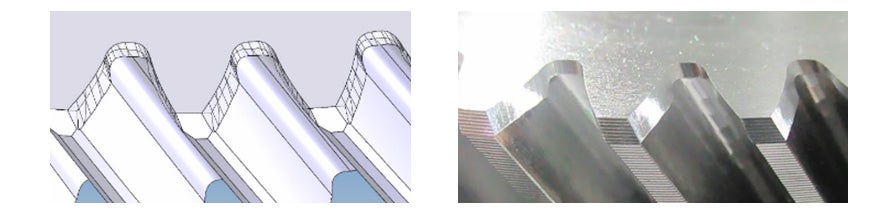
ここでは切削面取り一体型ホブ盤GE25CFにおける加工事例を紹介する。ホブ加工を実施した後に歯車の上下端面の歯面取りを面取りホブにて加工した。ホブ加工は
60秒、切削面取りは35秒でホブ加工時間内に加工が完了する(表3、図18、図19 )。
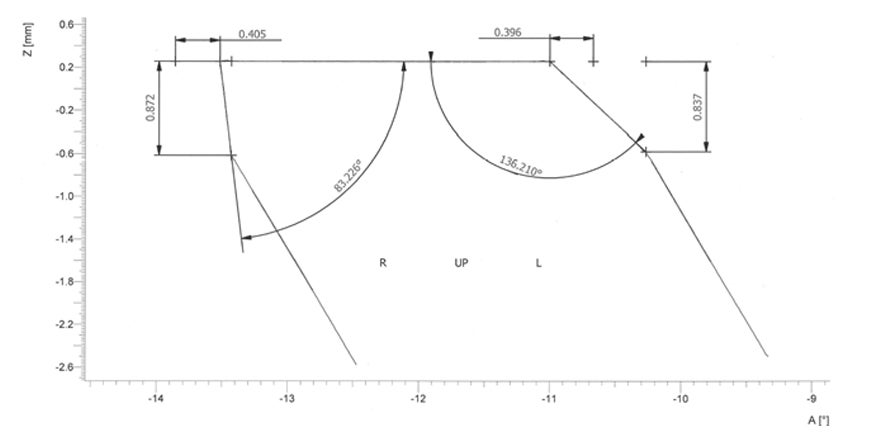
この場合の切削面取りは下記精度となる(図20)。

| 項目 | 歯車諸元 |
|---|---|
| モジュール | 2.0 |
| 歯数 | 59 |
| ねじれ角(deg) | 30(LH) |
| 歯幅(mm) | 25 |
表3.ギヤ諸元
7.おわりに
本稿では前半で当社のグループシナジーを活用して開発した立形5軸マシニングセンタベースのギヤ複合加工機を、後半では歯車加工専用機で複合化を図った切削面取り一体型ホブ盤の事例を紹介した。今後もさらなる「複合化」「高能率化」「自動化」といったユーザーのニーズに対応すべく、生産性向上のための新たな加工技術開発に取り組んでいく所存である。