機械と工具2026年1月号
<特別企画:最新マシニングセンタと生産システム>
人手不足を解消し、稼働率を最大化する最新自動化ソリューション
最新横形5軸マシニングセンタ HX500、立形5軸マシニングセンタ VB-X350 + 立体パレットストッカ
1.はじめに
近年、国内の製造現場においては、少子高齢化や若年層の製造業離れを背景とした人手不足が課題となっており、その解決策として生産設備の自動化の必要性が高まっている。
工作機械を用いた部品加工の現場では、多品種少量生産に適した5軸加工機が、ワンチャッキングで複雑な形状の加工を実現している。その一方で、多品種の加工を行う場合、ワークが変わる度に治具の交換が必要となるため、段取り換えによる機械の停止時間が発生し、これが生産性を低下させる大きな要因となっている。
このような課題を解決するために開発した新商品の横形5軸マシニングセンタ HX500と立形5軸マシニングセンタ VB-X350+立体パレットストッカを紹介する。
2.HX500の紹介
当社は2025年9月に開催された展示会 EMO2025にて、横形5軸マシニングセンタ HX500(図1)を出展し、販売を開始した。本稿では、HX500の仕様や特徴について紹介する。

3.HX500の開発背景
本製品は航空機部品(ブリスク、ウイングリブ etc.)や電気自動車部品(モータハウジング、インバータケース
etc.)などの複雑形状の部品加工ニーズに応えて開発した。パレットサイズは□500mmでありながら、クラス最小の設置スペース(機械正面幅 2,600mm、機械奥行き
5,620mm*)を実現したコンパクト性が特徴である。当社、同パレットサイズ横形4軸マシニングセンタ(機械正面幅 2,750mm)と同等の機械幅を実現し、機械を置き換えるニーズに応えられる仕様とした(図2)。
* リフトアップコンベヤ仕様

4.HX500の仕様や特徴
HX500の主な仕様については、表1に示す。
| 各軸移動量 | X軸 | 700mm |
|---|---|---|
| Y軸 | 800mm | |
| Z軸 | 780mm | |
| A軸 | -210~30deg | |
| B軸 | 360deg | |
| 対象ワーク | 最大積載寸法 | ø630mm × H400mm |
| 最大積載質量 | 350kg | |
| 500kg(オプション仕様) | ||
| 主軸回転速度 | 15,000min -1 | |
| 20,000min -1 (オプション仕様) | ||
|
主軸出力
(15%ED/30分/連続) |
15,000min -1 | 37/26/18.5kW |
| 20,000min -1 | 37/26/18.5kW(オプション仕様) | |
| 主軸テーパ穴 | 7/24 テーパ No.40 二面拘束 | |
| 早送り速度 | XYZ軸 | 65m/min |
| A軸 | 50min -1 | |
| B軸 | 100min -1 | |
| 工具収納本数 | 60本 | |
| 工具最大径 | ø75mm(隣接ポット空:170mm) | |
| 工具最大長さ | 430mm | |
| 工具最大質量 | 12kg | |
(1) クラス最高水準の高速性によるサイクルタイム短縮
HX500は、5軸機としてクラス最高水準となる直線軸(X・Y・Z軸)の早送り速度毎分65m、早送り加速度1Gを達成した。X軸(コラム左右)ガイドの取り付け部にスラント構造を採用することで、機械剛性を損なわずにコラムの軽量化を図り、高い加速性能を実現した。
回転軸(A軸、B軸)にはダイレクトドライブ(DD)モータを標準採用し、A軸(傾斜軸)が毎分50回転、B軸(旋回軸)が毎分100回転を達成した。これにより、バックラッシレスで高速・高精度な割り出しが可能となり、90°割り出し時間はA軸0.49秒、B軸0.43秒へと同パレットサイズ横形4軸機(B軸のみ)より大幅に短縮した。
早送り速度をクラス最高水準とすることで、同パレットサイズ横形4軸機を凌駕する非加工時間の短縮が可能となった 。
(2) クラス最高水準の省スペース性
HX500は5軸機でありながら同パレットサイズ横形4軸機と比較して、機械正面幅寸法は5%減(2,750mmから2,600mm)、長手方向寸法を3%減(5,790mmから5,620mm)、高さ寸法は21%減(3,605mmから2,845mm)とした。フロアスペースは、他社比較においてクラス最高水準の省スペースを実現しており、同パレットサイズ横形4軸機からの更新時における設置自由度を高めた。
(3) 主軸仕様
主軸は、最高回転速度毎分15,000回転、モータ出力37/26/18.5kW(15%ED/30分定格/連続定格)、最大トルク250N・m(10%ED)のオイルエア潤滑主軸を標準としている。オプションとして、さらに高速な毎分20,000回転仕様(オイルエア潤滑)も選択可能である。
(4) 切りくずの排出性
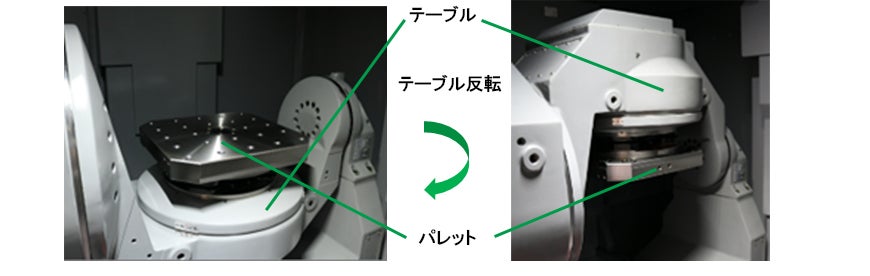
当社従来の横形5軸マシニングセンタ(
A軸旋回範囲を-140°〜50°)よりA軸旋回範囲を-210°〜30°に拡大して、ワークを反転させた状態(図3)での連続加工をすることで、ワークに付いた切りくずを落としながら加工ができる。
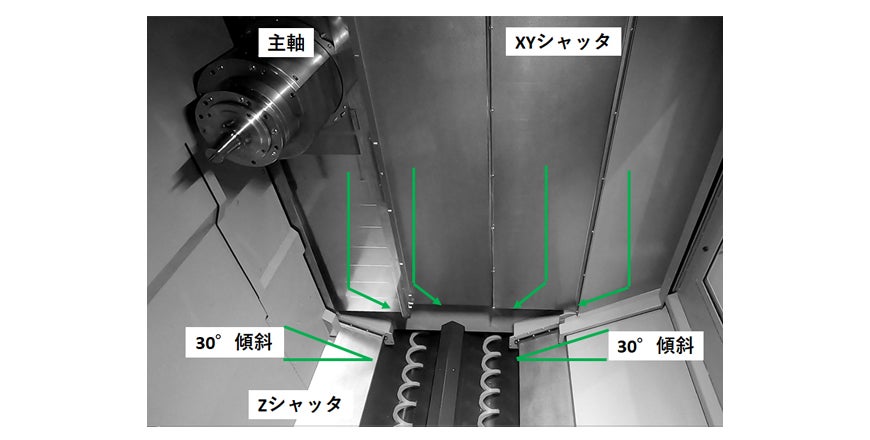
また、センタトラフ構造とZシャッタおよびカバーに30°の傾斜を設けており、さらに、標準装備の天井シャワー、主軸上部クーラントでXYシャッタや主軸に付いた切りくずをベッドに誘導し、切りくず堆積を防止し、切りくず排出性を向上させた(図4)。
切りくず処理については、オプションでヒンジ式・スクレーパ式、マグネットスクレーパ式、ドラムフィルタ搭載スクレーパ式(逆洗濾過機能付き)仕様などの各種リフトアップコンベヤを用意しており、切りくずの種類(形状、材質etc.)に応じて対応が可能である。
(5) 段取り作業性のアップ
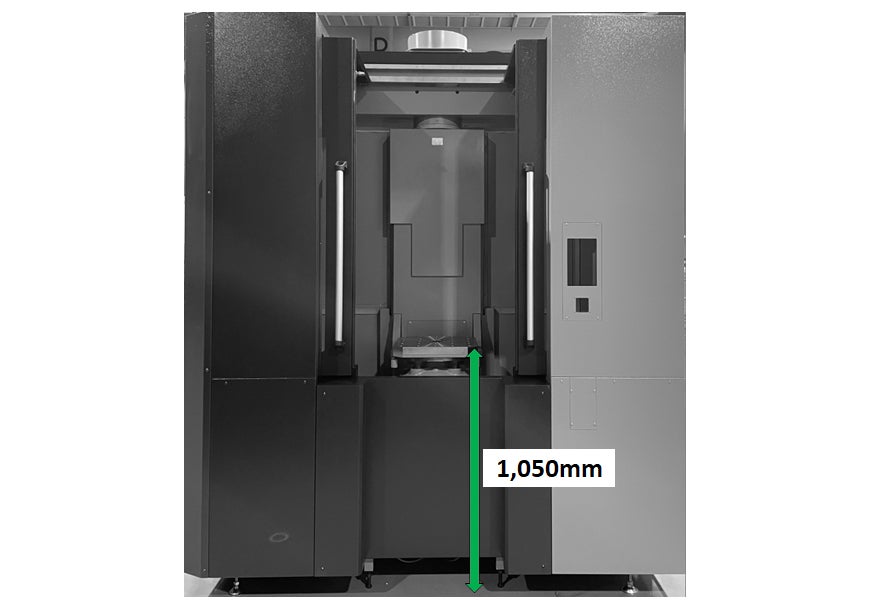
パレット交換はダイレクトターン式2APCを標準装備した。当社独自のサーボモータによるボールねじ駆動でAPCフォークを任意の高さに上下できるような構造(特許取得済み)を採用することで、5軸機でありながら段取り側のパレット上面高さ1,050mm(図5)を実現した。
パレット上面高さを他社製品と比較して低く抑えることで、ワーク段取りの作業性を大幅に向上させた。
次に立形5軸マシニングセンタ VB-Xシリーズ用立体パレットストッカについて紹介する 。
5. VB-Xシリーズ用立体パレットストッカの開発背景
製造現場における人手不足という喫緊の課題に対応するため、当社は立形5軸マシニングセンタ VB-Xシリーズ用に「立体パレットストッカ」を開発した。このストッカを導入することで、事前にワークを治具にセットしたパレットを複数枚待機させることが可能となり、夜間や休日といった長時間の無人運転を実現する。さらに、各ワークの加工時間、納期、優先順位などの情報をもとに、最適な運転計画を自動作成するスケジュール管理機能を組み込んでいる。その結果、もっとも効率的かつ長時間の無人運転が可能となり、機械稼働率の向上と人手不足問題の解消に大きく貢献する。
6. 立体パレットストッカの役割
立体パレットストッカ「PRMシリーズ(P: Pallet system, R: Rotary, M: Multi)」(図6)は、あらかじめワークを固定したパレットを、マシニングセンタの加工エリアへ自動的に供給し、交換するための装置である。基本的な構成要素として、複数のパレットを効率的に保管するストッカ部と、パレットをマシニングセンタのテーブルに搬送・交換する駆動機構部から成り立っている。立体パレットストッカの最大の役割は、マシニングセンタが一つのパレット上のワークを加工している間に、作業者が段取り部で、次の加工に使用する別のパレットの段取りを並行して行うことができる点である。

7. 立体パレットストッカ「PRMシリーズ」の特徴
(1) パレットの自動搬出入による連続自動運転
マシニング加工中に、作業者が段取り側でワーク段取りを行うことができるため機械の稼働率向上に寄与する 。たとえば、ワーク段取りを日中に行うことで、夜間や休日の間に長時間の無人運転が可能となる 。
(2) 既存機への後付けを考慮した汎用性と拡張性、省スペースの追求
既納のVB-Xシリーズに後付け可能な設計とすることで、生産量に応じたパレット数の拡張や、異なるワークサイズへの対応も可能とした。これにより、ユーザーの将来的な生産体制の変更や複数種のワークの生産にも対応が可能となる。
また、パレットストッカ導入による工場での設置スペースを最小限に抑える省スペース化を追求している(表2)。
| 機種(単位) | VB-X650 | VB-X350 |
|---|---|---|
| パレットサイズ (mm) | 500×500 | 320×320 |
| 最大ワーク質量 (kg) | 200 | 100 |
| 最大ワークサイズ (mm) | φ650×350 | φ450×305 |
| パレットストッカ | ||
| パレット棚数 最小 (列×段) | 6 (2×3) | 16 (4×4) |
| パレット棚数 最大 (列×段) | 15 (5×3) | 28 (7×4) |
| 段取りステーション | 1か所 | |
| 段取り面 | 4面 (90°ごと 手動割り出し) | |
|
設置スペース専有面積(m²)
(本機含む・パレット棚数最小 |
13.9 | 11.9 |
|
設置スペース専有面積(m²)
(本機含む・パレット棚数最大 |
15.7 | 13 |
(3) スムーズな操作性と長時間の連続自動運転を可能とする UI (User Interface)
立体パレットストッカの効率的な運用を目指し、新しい「スケジュール管理機能」を開発した 。本機能はタッチパネルを採用し、シンプルで直感的な UI を追求することで、「作業者が迷いなく使える操作性」を実現した。
スケジュール定義をする「加工スケジューラ画面」は加工スケジュールの作成や変更、加工順序の変更を容易に行うことができる。またアイコンで「加工完了」や「段取り待ち」などのスケジュールの状態を容易に判別できるようにした(図7、8)。
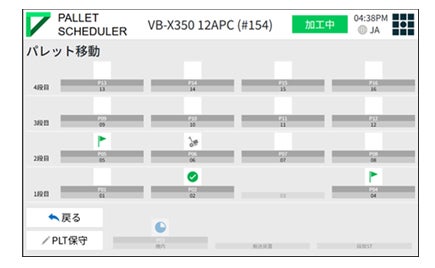
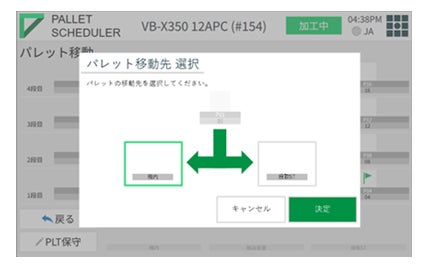
「パレット移動画面」はストッカ内の全パレットの状態を俯瞰的に可視化した。またタッチ操作でパレットの移動を容易に選択可能とした(図9、10)。
「手動操作保守画面」は安全性を高めるため視認性の高い UI で手動操作の操作間違いの防止を図った(図11)。
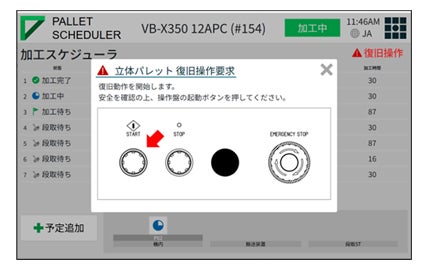
「復旧操作画面」は、案内機能(ガイダンス)を備えることで、パレット搬送の途中停止といった異常が発生した際も、円滑な復旧を可能とした(図12)。



(4) 作業環境の安全性向上
立体パレットストッカを使用する場合は、複数ワークの段取りが必要になる。VB-X350単体機には機械の手前側に傾斜テーブルの従動部があるが、立体パレットストッカの段取りステーションには傾斜テーブルがないため、機械前面からパレット中心までの距離を650mmから460mmに短縮したことから、段取りステーションでの作業性が向上し、作業負担軽減を図ることができた。
8. 立体パレットストッカ「PRMシリーズ」導入のメリット
夜間や休日の間など、長時間無人運転が可能となり、機械の稼働率が向上する 。さらに、従来、夜勤や休日出勤などで対応してきた業務をなくすことで人手不足や人件費の削減に寄与する。
9. おわりに
製造業において人手不足は慢性的な課題である。この課題に対し、従来人の手で行われてきた作業を機械に置き換える「自動化」こそが、持続可能な生産体制を構築するための有効な手段と考える。
当社が目指す「自動化」は、高品質な製品を安定的かつ効率的に生産するだけでなく、作業者の負担を軽減することで、より創造的で付加価値の高い業務へのシフトを促し、安全で働きがいのある職場環境を実現することだと考えている。
今後もユーザーの声を真摯に受け止め、製造現場の改善を継続し、パレットストッカだけでなく、さらなる自動化、稼働率向上、製造コスト低減に貢献すべく、商品開発を行っていく。
最後に、ご紹介した当社マシニングセンタが、ユーザーの生産に貢献できれば幸いである。