技術トピックス - 大形工作機械のトピックス -
門形五面加工機 MVR-Hx ~マルチノズル~
ライトアングルヘッドでの加工時、ノズルから出るクーラントが工具先端にうまく当たっていないので、ノズルの向きを手動で調整する…。工具交換で工具長が変わるたびに、そんな作業が発生します。
作業のたびに、オペレータはクーラントでびしょ濡れ。濡れないようにと、クーラントを出さずに調整すると、加工ミス。「何とかならないかなぁ」とお思いの方もいらっしゃるのではないでしょうか。

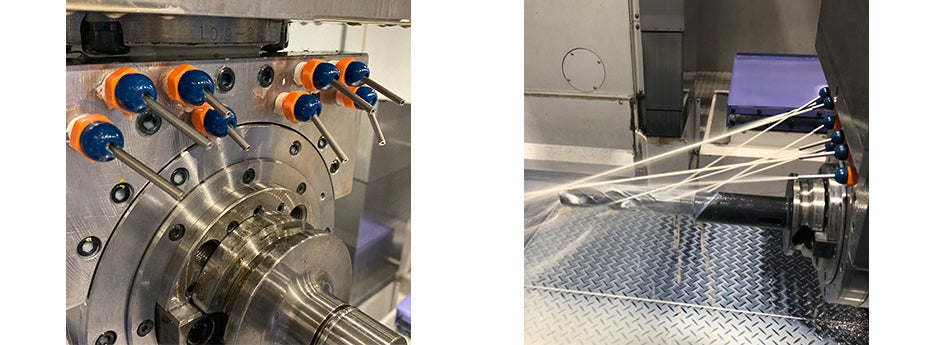
8本のノズルが、さまざまな長さ・形状の工具先端を狙う!
そこで当社加工技術グループのMVRExに導入したのが、「マルチノズル」です。標準のノズルは4本のところを、8本に増やし、それぞれ異なる角度に調整しました。
本当にうまくクーラントがヒットするのか? 試してみた
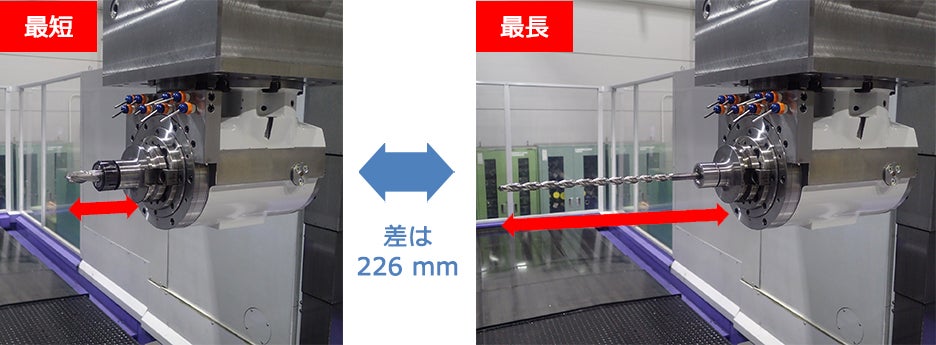
下記14本の工具を使った加工でマルチノズルを使ってみたところ、全く調整を行わなくても、クーラントがうまくヒットし、穴部への切粉噛みこみなどもないことが確認できました。
| No. | 工具名称 | 工具長 (mm) |
|---|---|---|
| 1 | Φ100 ショルダーミル | 263.046 |
| 2 | Φ40 ドリル | 331.168 |
| 3 | Φ20 2枚刃エンドミル | 159.325 【最短】 |
| 4 | Φ30 スクリューエンドミル | 166.948 |
| 5 | Φ16 スクリューエンドミル | 179.636 |
| 6 | Φ16 4枚刃エンドミル | 245.299 |
| 7 | Φ4×16×90° 面取りカッター | 247.83 |
| 8 | Φ4 センタードリル | 180.766 |
| 9 | Φ8.5 ドリル | 287.363 |
| 10 | Φ20 面取りドリル | 274.154 |
| 11 | M10×P1.5 タップ | 235.616 |
| 12 | Φ11.5 ドリル | 278.613 |
| 13 | Φ11.5 セミロングドリル | 290.668 |
| 14 | Φ11.5 ロングドリル | 385.926 【最長】 |
ノズル調整時間をゼロに!
上記14本の工具を使い、①標準ライトアングルヘッドでノズル角度を調整しながら加工する場合と、②マルチノズルを使った場合とを比較すると、ノズル調整時間が①約4分→②ゼロという差が出ました。
時間効率が改善されることはもちろん、オペレータがクーラントでびしょ濡れになることもなく、ワークによっては、有人加工を無人加工にすることも可能です。
※上記の加工事例はテストカットの一例であり、工具種類・チップ摩耗などの条件により変動することがあります。