
精密切削工具|精密切削工具|ブローチ
ブローチ
取扱い会社名:ニデックマシンツール株式会社
- この製品に関するお問い合わせ
- お問い合わせ先
ナノダイナミックブローチ
特長
- 高硬度皮膜による工具寿命の向上。(TiNコーティングの2倍)
- 加工ワーク歯面のむしれ低減。(ブローチの刃面粗さが飛躍的に向上Ra 0.03μm)
表面加工精度



性能
ワークムシレを低減させ、さらに工具寿命はTiNの2倍
| ブローチ仕様 | Φ25 x 1500L |
|---|---|
| MAC-A 摩耗測定刃 | ♯31さらえ刃、 (管支持面加工刃) |

切削力一定形ブローチ
特長
- 荒刃での切削力均一化で、安定した加工を実現
- 設定切削力の低減で、現有機に優しく、従来に比べ1ランク小型機での加工も可能
- 設定切削力を増大させれば、現有機性能を最大限に引き出し、工具の短尺化を実現し、加工工数も削減できる
事例
| ワーク | DP24/48 |
|---|---|
| PA30° | |
| NT30 | |
| 切削長 23.5mm | |
| S48C | |
| ブローチ | インボリュートスプラインブローチ |
| Φ33 x L900 | |
| SKH51 |

バリレスブローチ
特長
- 独自の切刃構成により、バリの発生を最小限に抑える
- 高硬度で研削性に優れた独自材を使用し、シャープな切刃エッジを持続
事例
| ワーク | m2.0 |
|---|---|
| PA20° | |
| NT30 | |
| 切削長 18.1mm | |
| SCM420 | |
| ブローチ | インボリュートスプラインブローチ |
| Φ65 x L1350 |

クリスマスブローチ
特長
当社の航空機やタービン製造部門を長年にわたりサポートしてきた実績があり、その中で培った技術やノウハウを駆使して、高精度・高品質な製品を提供しています。
- 豊富な実績と技術力が生み出す独自の最適設計で高精度化を達成
- 難削材用高合金粉末ハイスなどの採用により長寿命化を実現
- 最新NC歯研盤と刃付盤を備えた専用ラインで高い信頼性を確保

-
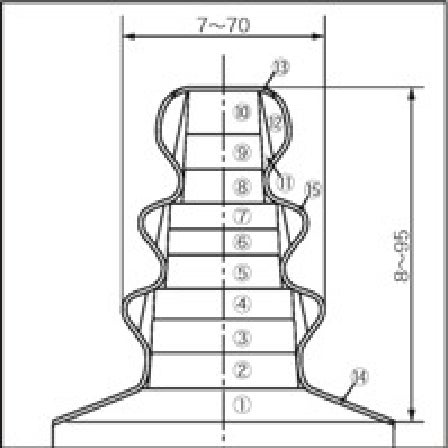
クリスマスブローチの配列図および歯形サイズ -
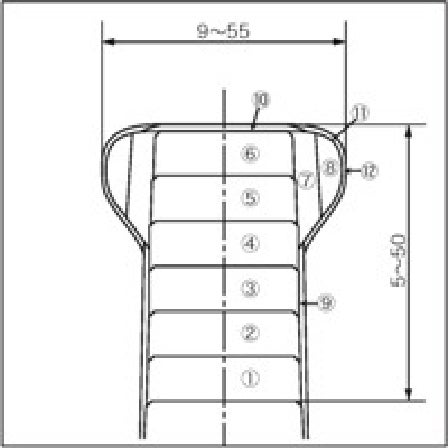
ダブテールブローチの配列図および歯形サイズ
-
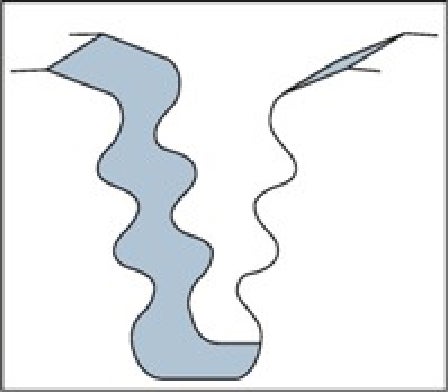
クリスマスブローチ加工溝形状 -
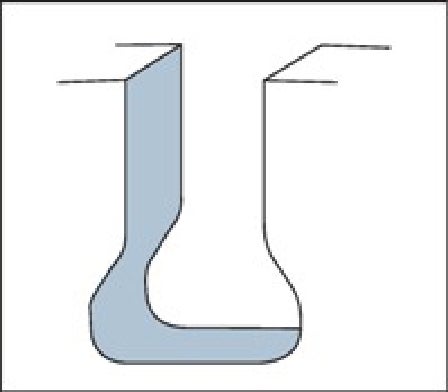
ダブテールブローチ加工溝形状
ブローチによる加工
インターナルブローチによる加工
インターナルブローチは被削物の内面を所要の形状に、高精度で能率よく仕上げることができます。通常、加工前の被削物には下穴が予め開けられており、この穴にインターナルブローチを通して加工します。
切刃形状、切削方法を工夫することにより、丸穴、角穴、多角形穴、各種のスプライン穴、テーパ穴など様々な形状の加工ができます。


加工部形状例
-
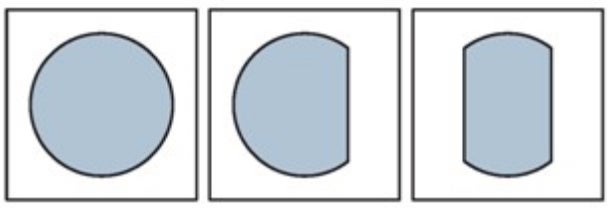
丸ブローチ -
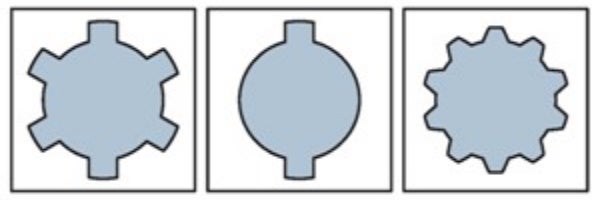
スプラインブローチ -
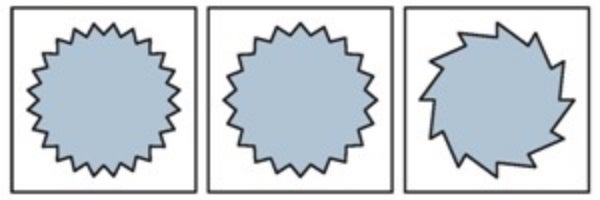
セレーションブローチ -

角ブローチ -
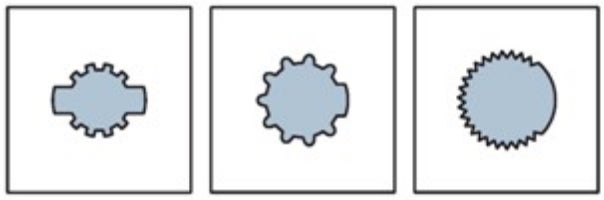
特殊形ブローチ -
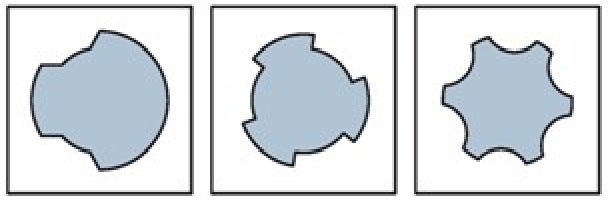
特殊形ブローチ
被削物例







サーフェスブローチによる加工
サーフェスブローチは被削物の外面を所要の形状に仕上げるための切削工具で、高精度で効率よい加工ができます。
荒削りと仕上削りを同時に行うことができるため、フライス加工、平削加工、研削加工に比べて、生産性が著しく高いのが特長です。


加工部形状例




被削物例




切削方式

丸刃付ブローチの種類

ワークの硬さ
ブローチ加工に適する被削物の硬さは一般にHB200-230(HRC14-21)ですが、HB300(HRC32)程度までは広く使用されています。極端に柔らかい鋼の場合は、刃の側面やランド部に溶着を起こす傾向があり、引裂きやむしれなどが生じ、仕上げ面が悪くなることがあります。また、HB300以上の被削物は、ブローチの寿命が短くなる場合があります。
切削速度
切削速度はブローチ加工の精度や仕上げ面に影響するほか、工具寿命にも影響を与えます。以下に示す各被削材の推奨切削速度を参考にして切削速度を決定します。
材質別推奨切削速度

ブローチの再刃付研削方法
刃付のタイミング
一般にブローチ、被削物、ブローチ盤に以下のような症状が見られた時に刃付を行います。実用的には、症状が現れるまでの被削材加工個数を目安とします。
| ブローチ | 刃先に摩耗によるランドが白く見え始めた時 |
|---|---|
| 刃先に異常摩耗、チッピング、刃欠を生じた時 | |
| 切粉が刃溝に圧着し始めた時 | |
| 被削物 | 被削寸法が小さくなった時(通りゲージが入らなくなった時) |
| 被削面粗さが悪くなった時 | |
| 切削終了時に過大に発熱した時 | |
| ブローチ盤 | 切削力が不当に増大した時 |
刃付時の注意事項
| 工具 | 切刃部の溶着等を除去してください |
|---|---|
| 曲がりが大きい場合は、矯正を行ってください | |
| 刃付盤に正確に、しっかりと固定してください (刃付で除去できない刃欠がある場合は当社にお問い合わせください) | |
| 砥石 | 切味のよいCBN砥石をご使用ください |
| 研削能率を高めるため、なるべく大きな径の砥石をご使用ください | |
| こまめにドレッシングしてください | |
| 研削条件 | 研削量:各刃とも均一量を研削して、摩耗部を取り除いてください |
| 砥石周速:1,800-2,000m/min (インターナルブローチの場合、ワーク周速:30m/min程度) | |
| その他 | インターナルブローチの場合、工具と砥石が干渉しないように注意してください |
| よくメンテナンスされた刃付盤をご使用ください | |
| 研削液は劣化していないことを確認し、適量を供給してください |
インターナルブローチ刃付時の砥石セット角
インターナルブローチの刃付の場合、サーフェスブローチと異なり、刃付に用いる砥石の径およびセット角が不適当になると砥石と工具が干渉してしまい、適切な刃付ができません。以下に示すブローチ形状(外径、すくい角)との関係を、実作業時の参考にしてください。


右図の見方:ブローチ直径d=30のブローチを砥石直径D=50の砥石で刃付する場合、切刃部すくい角α=15°ならば、砥石セット角β=41°が適当であることを示している。
刃付終了後のチェックポイント
- 切刃部の摩耗、刃欠は完全に除去できましたか?
- 3.2s以下の仕上面粗さが得られていますか?
- 脱磁は行いましたか?
- 切刃部に研削焼けはありませんか?
- 3.刃底に切粉排出を防げるような有害な段差はありませんか?(下図参照)
