- この製品に関するお問い合わせ
- お問い合わせ
ご使用環境
リニアMPスケールの使用環境条件は表の通りです。
| 項目 | 条件 |
|---|---|
| 周囲温度 | -10 ~70 ℃ |
| 相対湿度 | 95 % 以下 |
| 耐振動 | 変位振幅 1.5 mm, 10 ~ 55 Hz |
| 耐衝撃 | 55 G 11 msec |
| IP規格 | IP67相当 |
| 切削水・切削油・結露 | MPスケール本体は浸漬状況での使用は想定しておりませんが、一時的に浸漬しても問題なく機能します。ただし、長時間さらされた状況下などにおいて本体が腐食すると、動作不良となる場合があります。 |
| 異物 | MPスケールに異物が混入しても、アルミ箔、パターンに外傷が無ければ性能に問題なく動作します。ただし、切粉は外傷の要因となりますので、カバーなどで保護してください。 |
リニアスケールの用途と選定
特長
スケールの幅が狭く(30mm)、高精度の得られる最適位置に取付が可能
プリアンプ内蔵で省スペース
スケールのストローク
(注)スケールをつなぐことはできません。
| ストローク | MPLNシリーズ | スケール長さ |
|---|---|---|
| 175mm | MPLN-25ASC | 252mm |
| 245mm | MPLN-32ASC | 322mm |
| 375mm | MPLN-45ASC | 452mm |
| 545mm | MPLN-62ASC | 622mm |
一般機械には、MPLZシリーズ(標準型、絶対値)
特長
高精度 5μ/1m
プリアンプ内蔵で省スペース
絶対値式で、各社のNCに接続可能
スケールのストローク
(注)スケールをつなぐことはできません。
| ストローク | MPLZシリーズ | スケール長さ |
|---|---|---|
| 150mm | MPLZ-25BSC | 252mm |
| 400mm | MPLZ-50BSC | 502mm |
| 650mm | MPLZ-75BSC | 752mm |
| 776mm | MPLZ-87BSC | 878mm |
| 900mm | MPLZ-100BSC | 1002mm |
| 1150mm | MPLZ-125BSC | 1252mm |
| 1400mm | MPLZ-150BSC | 1502mm |
| 1650mm | MPLZ-175BSC | 1752mm |
| 1900mm | MPLZ-200BSC | 2002mm |
特長
高精度 5μ/1m
プリアンプ内蔵で省スペース
インクリメンタル式ですが、FANUCと三菱CNCでは、絶対値可能。
スケールのストローク
(注)スケールをつなぐことはできません。
| ストローク | MPLCシリーズ | スケール長さ |
|---|---|---|
| 150mm | MPLC-25BSC | 252mm |
| 276mm | MPLC-37BSC | 378mm |
| 400mm | MPLC-50BSC | 502mm |
| 526mm | MPLC-62BSC | 628mm |
| 650mm | MPLC-75BSC | 752mm |
| 776mm | MPLC-87BSC | 878mm |
| 900mm | MPLC-100BSC | 1002mm |
| 1026mm | MPLC-112BSC | 1128mm |
| 1150mm | MPLC-125BSC | 1252mm |
特長
高精度 5μ/1m
接続して長ストローク可能 35m
スケールの長さ
| MPS-Cシリーズ | スケール長さ |
|---|---|
| MPS-25CSC | 250mm |
| MPS-50CSC | 500mm |
| MPS-75CSC | 750mm |
| MPS-100CSC | 1000mm |
スケール長さとストローク
選択したスケールの長さの合計から100mmを減算した値。
例)MPS-100CSCが3本でMPS-75CSCが1本の場合
1000mm×3本+750mm-100mm=3650mmがストロークになります。
プリアンプが必要になります。
リニアMPスケールの取付位置
リニアMPスケールは機械ができた後に追加で取付けるのではなく、機械の設計時点から取付を盛り込んで、取付位置を確保することをお薦めします。
また取付部分は機械加工を行うように図面に指示することもお薦めします。
設計時に良い取付位置を選定して取付部の加工精度を指示することで、高精度の確保と組立工数の削減が図れます。
取付位置の選定とその例
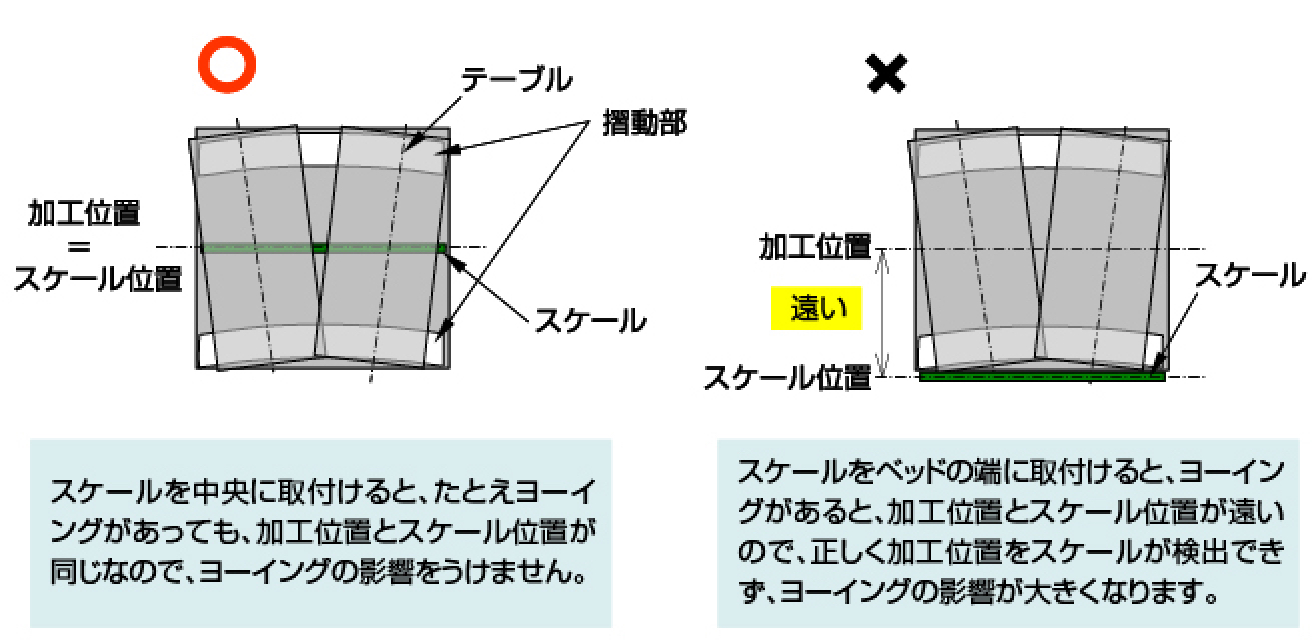
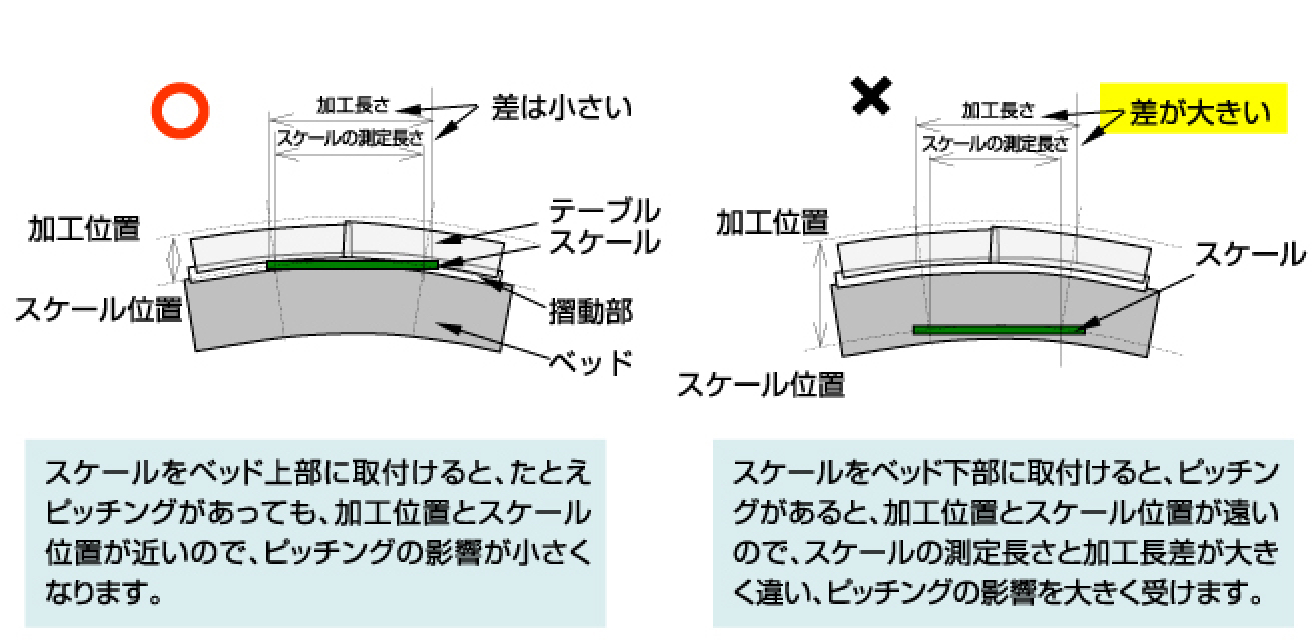
スケールの取付位置はできるだけ加工位置の近くにします。
立形マシニングセンターの例
立形マシニングセンターの例では、次の図のように各軸の軸の中央にスケールを取付ると加工位置に近くなります。
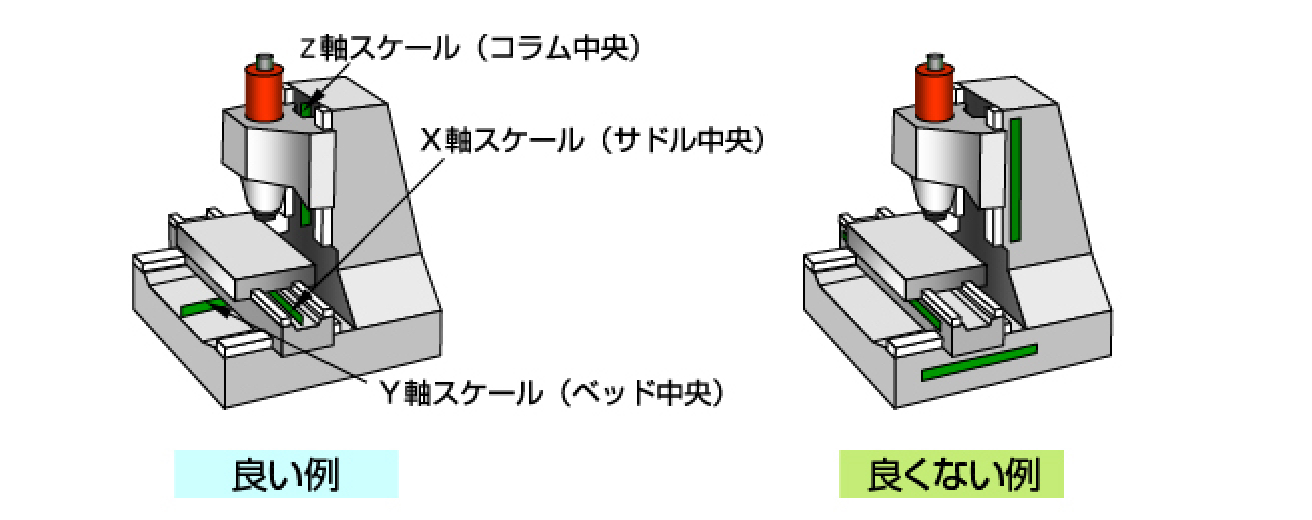
機械にヨーイングがあると、良い例ではその影響が少なく、悪い例では影響が大きくなります。
横形マシニングセンターの例
横形マシニングセンターの例では、次の図のようにY軸とZ軸はスケールを軸の中央に取付け、X軸はスケールをベッドの前面に取付けると、スケール位置は加工位置に近くなり、ヨーイングの影響が小さくなります。
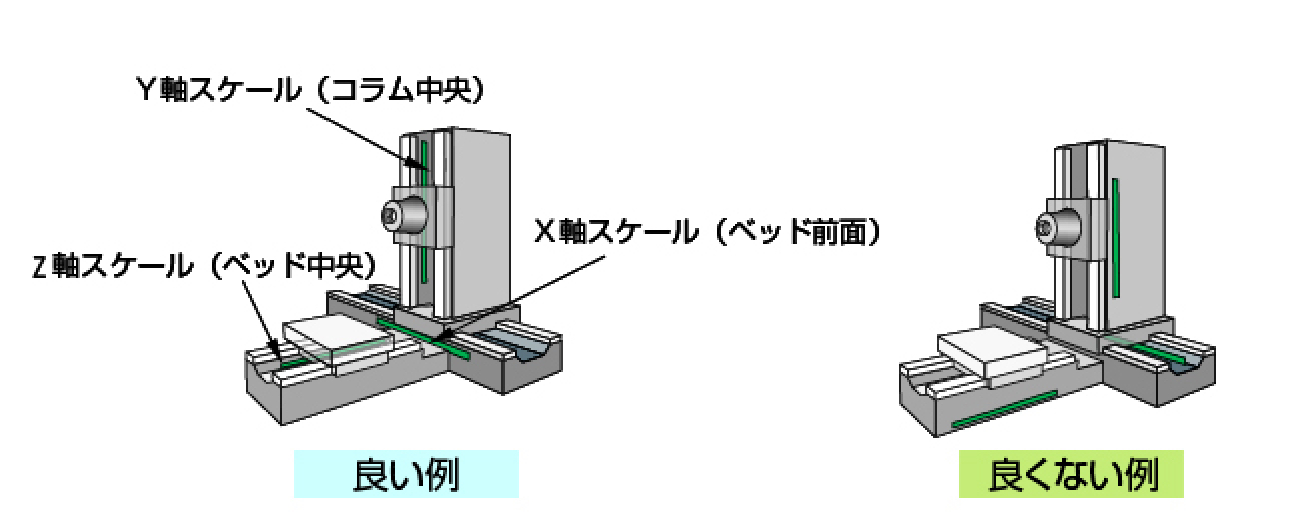
上図の横形マシニングセンタのZ軸において、機械にピッチングがあると、良い例の場合は、スケールがベッドの上部に取付られており、スケール位置は加工位置に近く、良くない例ではスケールはベッドの下部で、スケール位置は加工位置から遠くなり、ピッチングの影響を大きく受けます。
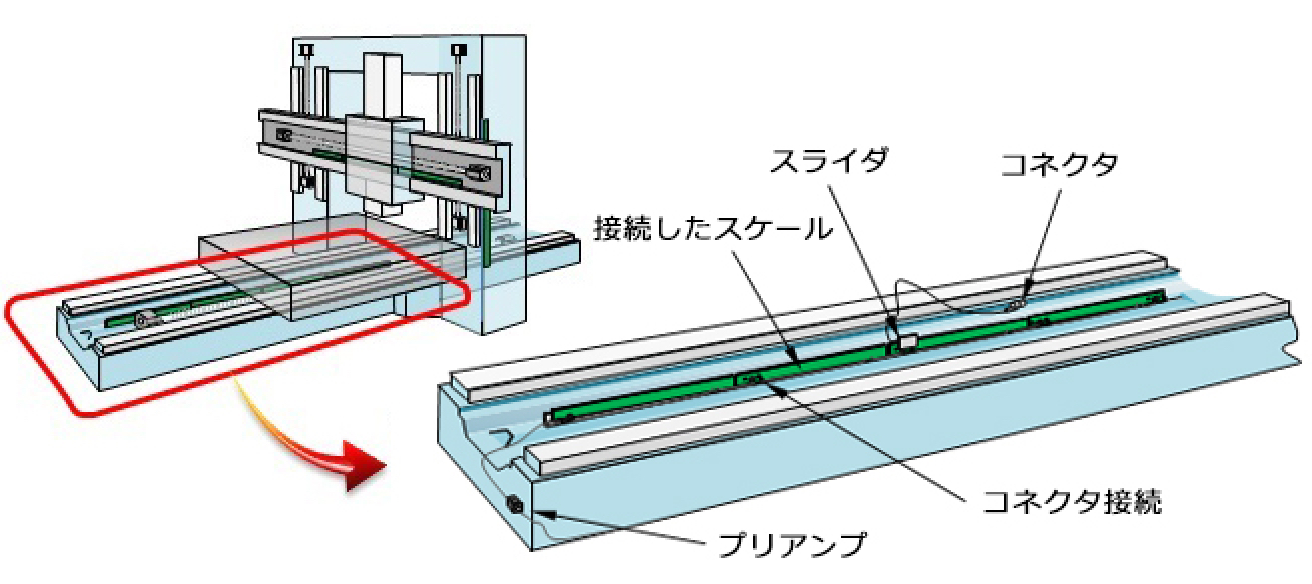
リニアMPスケールの取付例
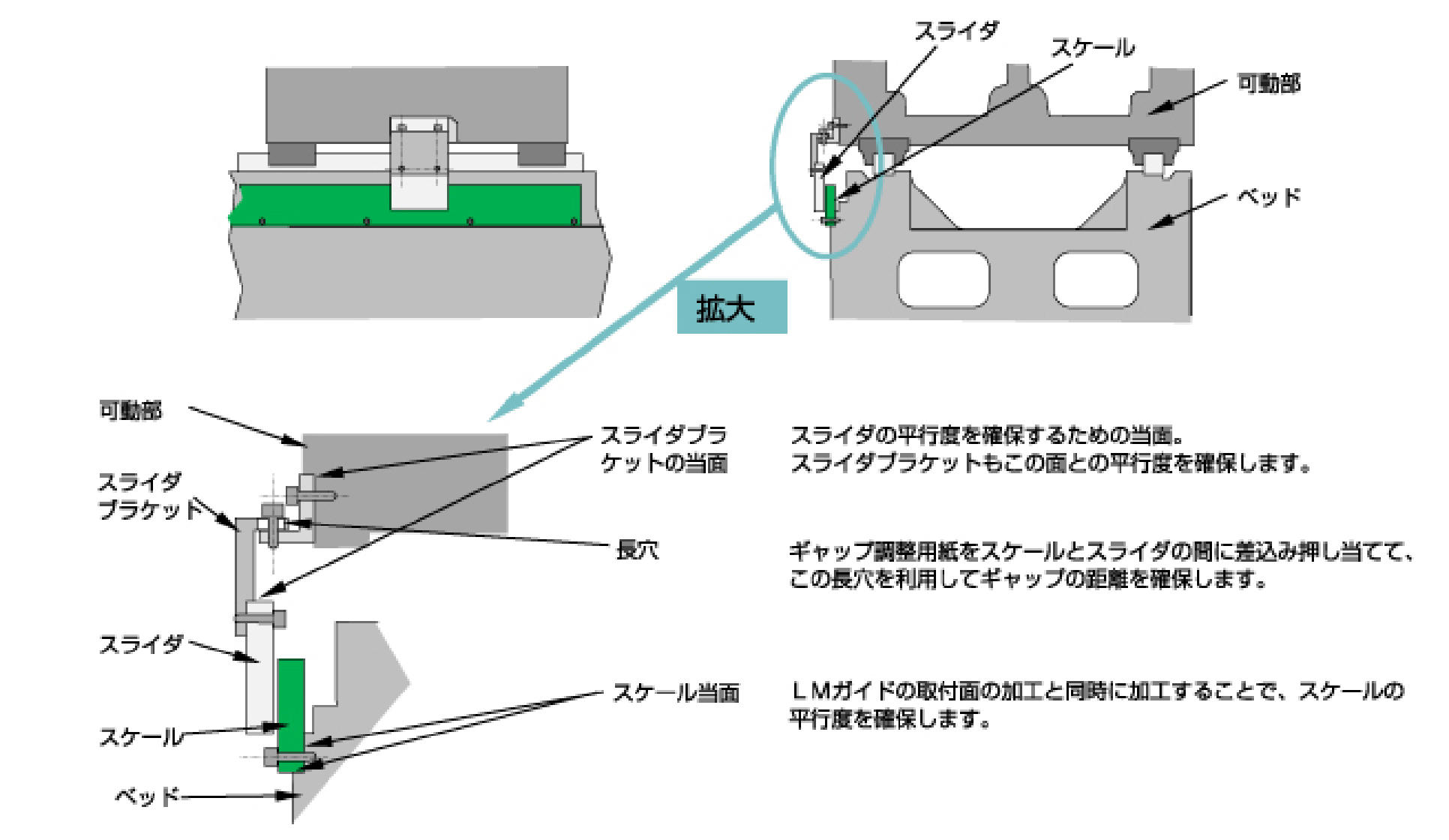
立形マシニングセンターのX軸の例
スケールブラケットとスライダブラケットを使用した例が示してあります。
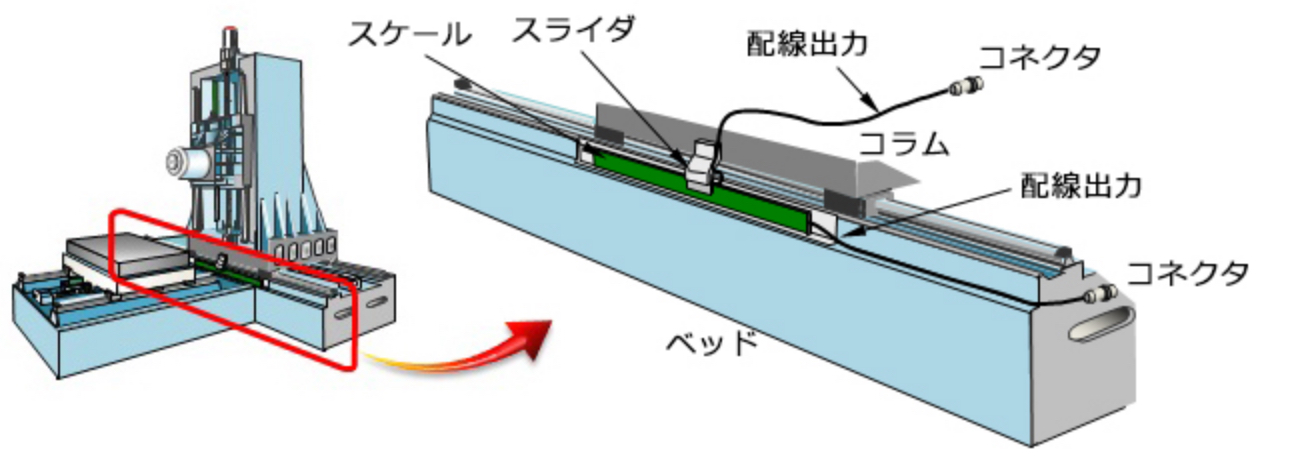
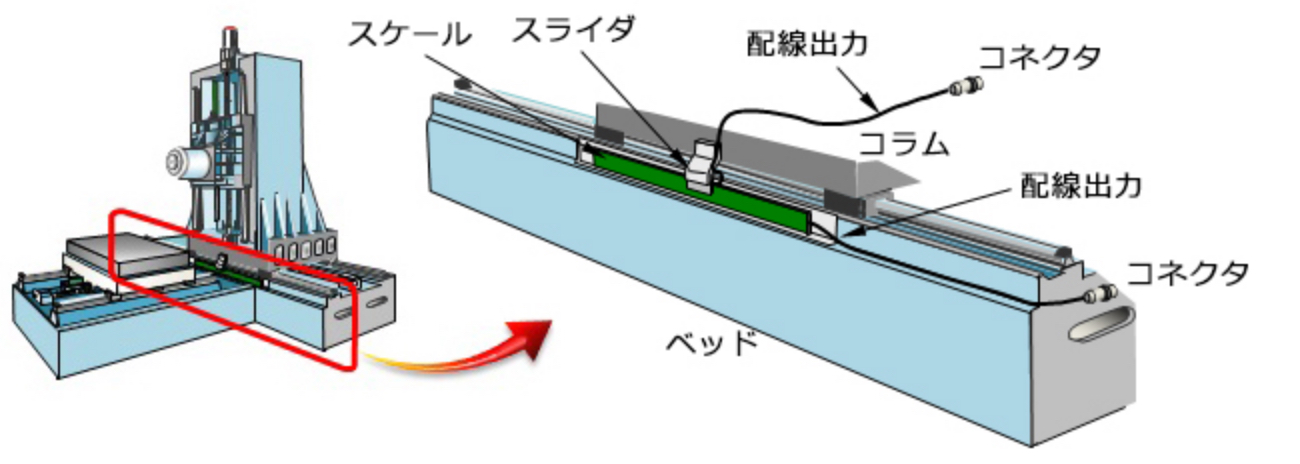
横形マシニングセンターのX軸の例
スライダブラケットを使用し、スケールは直接ベッドに取付ける例を示します。
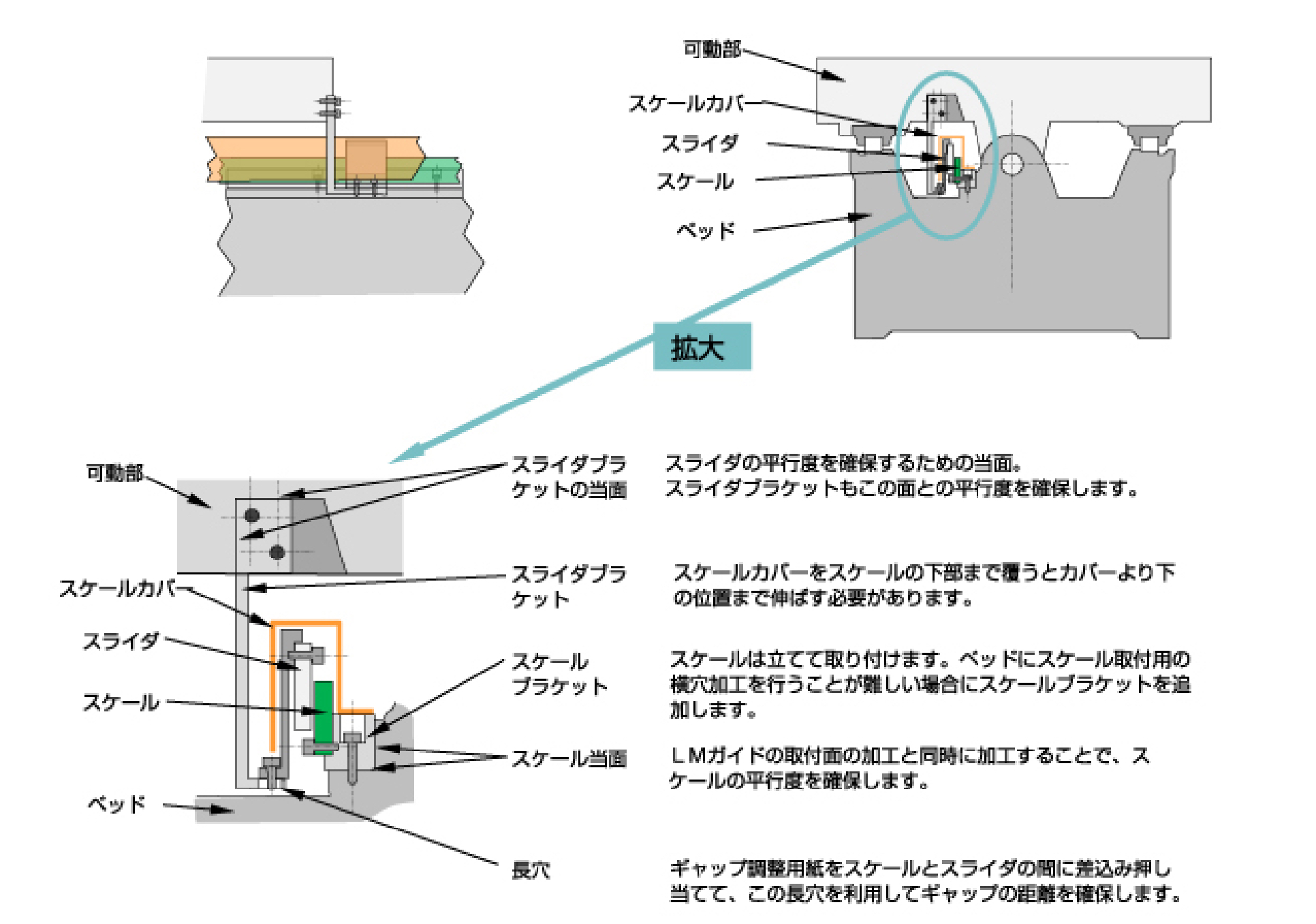
横形マシニングセンターのZ軸の例(カバー付)
スケールはスケールブラケットを使用して、ベッドのほぼ中央部に取付け、スライダもブラケットを使用して取付けて、カバーでスケールとスライダを覆う例を示します。
スライダ取付ブラケットはカバーの下部を通して、スライダと接続します。
リニアMPスケールの取付設計の詳細
スケールの取付部位の加工精度は、平面度が0.05mmで、摺動部との平行度0.05mmにします。
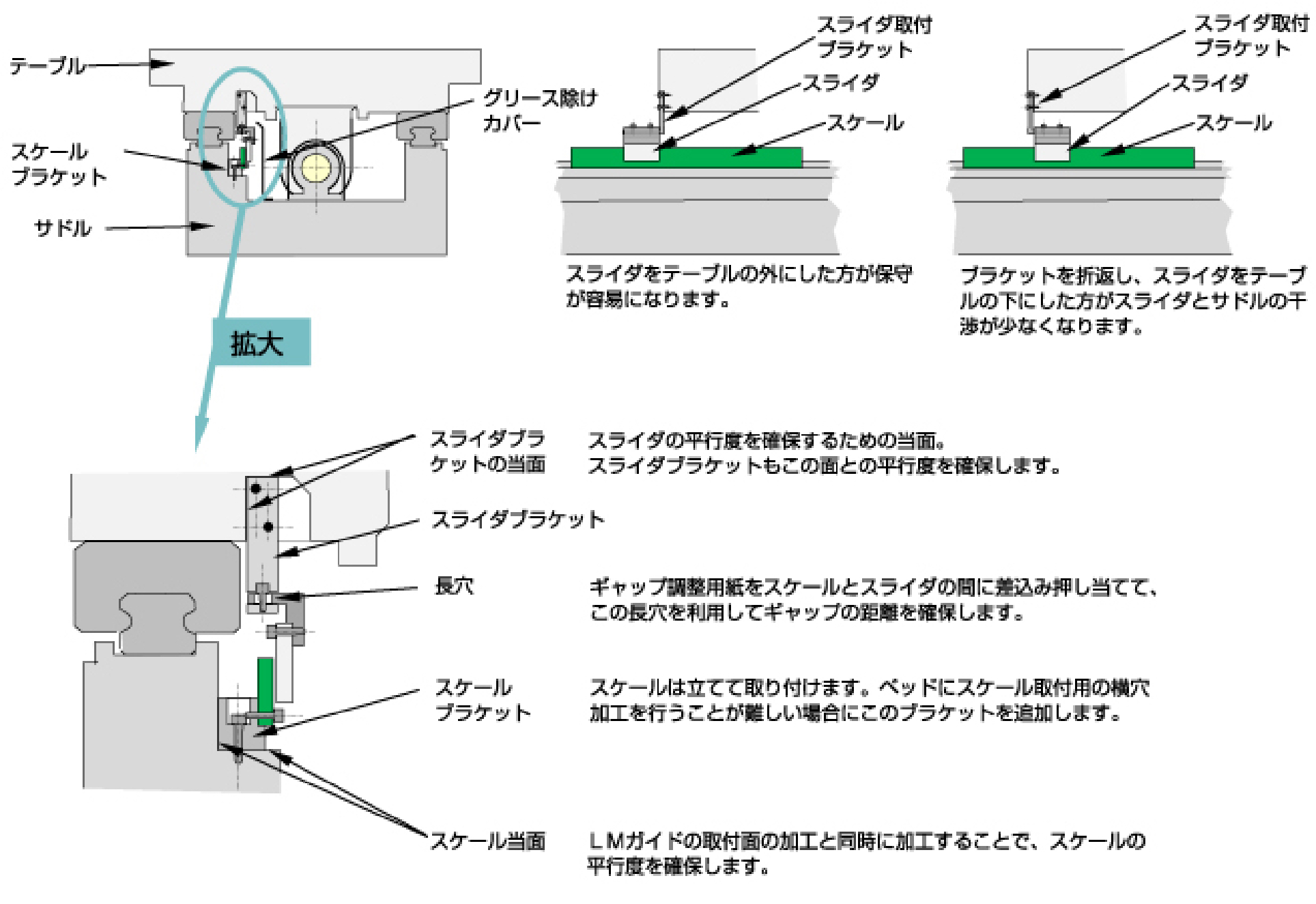
大型機のX軸の例
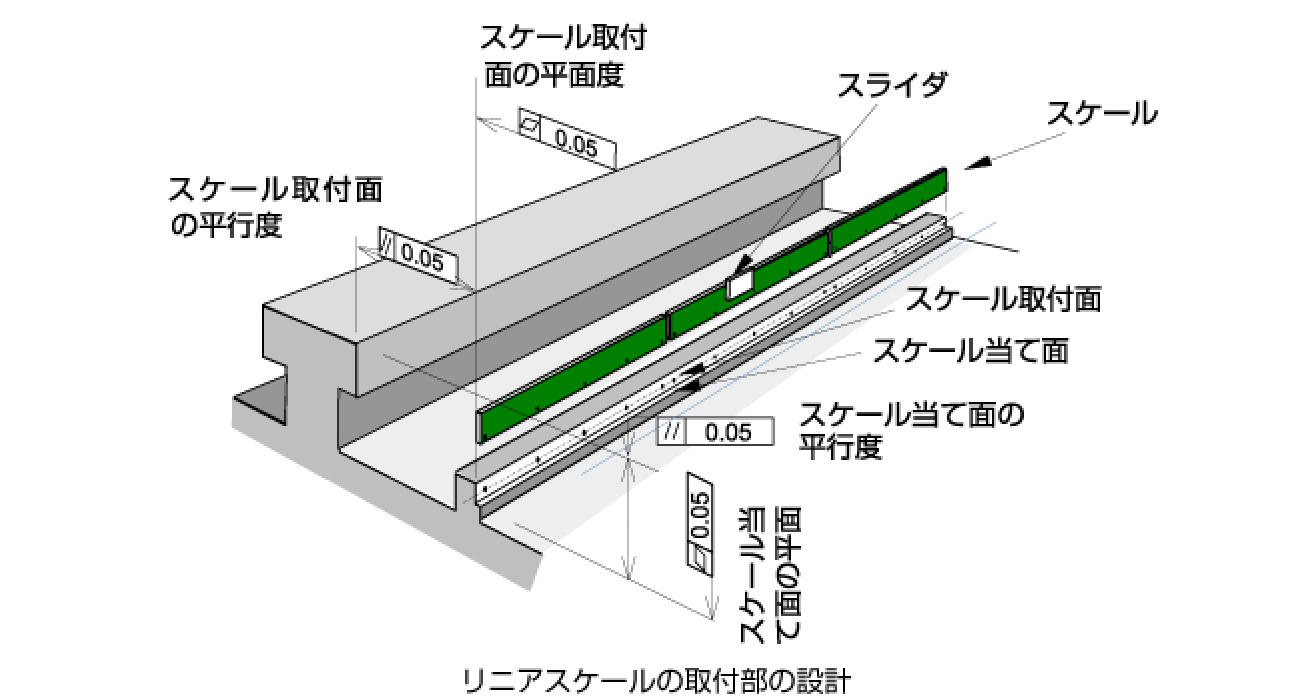
(例では、ベッドにスケールを取付て、可動部のテーブルにスライダを取付けています。)
横型マシニングセンターのZ軸の例
次の構造の例のように平行度と平面度を指定します。
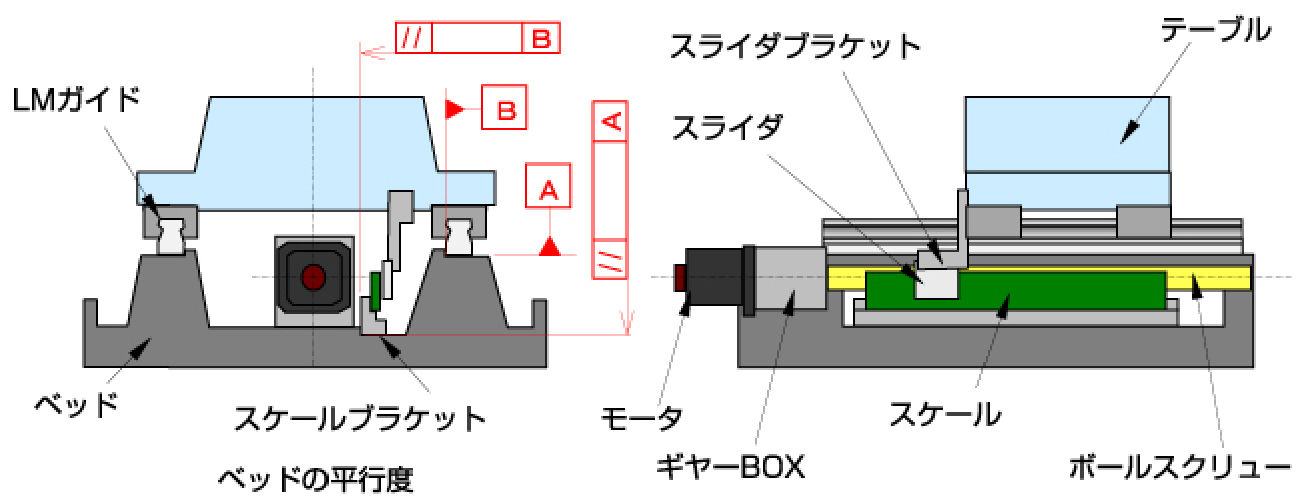
(例では、ベッドにスケールを取付て、可動部のテーブルにスライダを取付けています。)
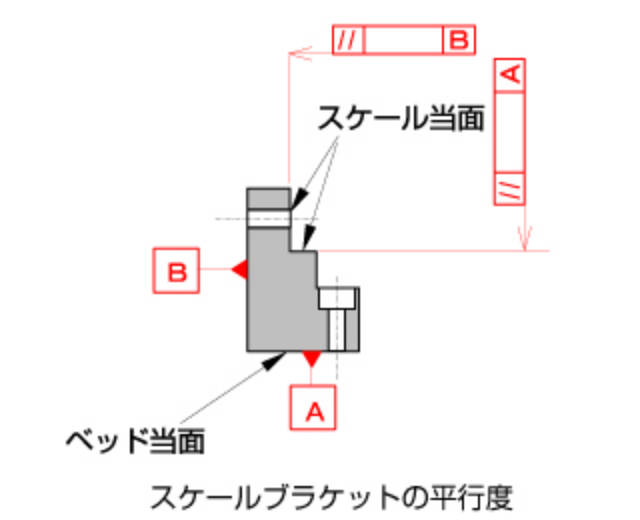
スケールブラケットも平行度と平面度を指定します。
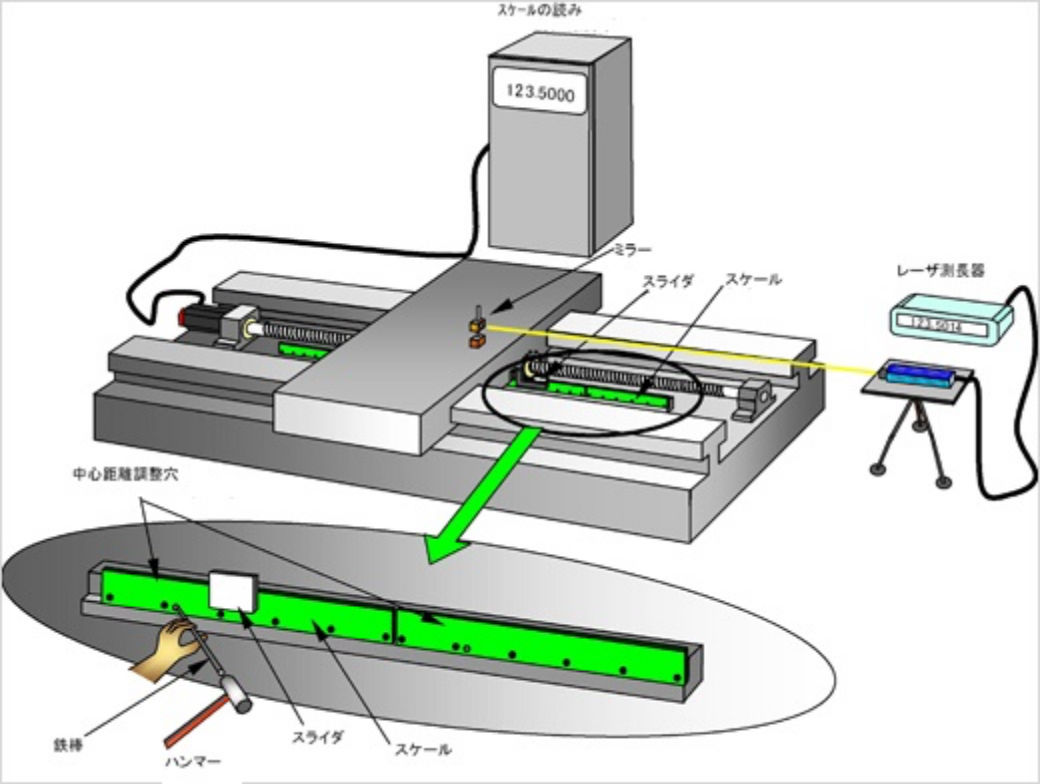
リニアMPスケールの継ぎ調整
スケールを2本以上取り付けた時は、スケールの取付ピッチの調整を行います。
- 1.機械の移動量を測定する基準になる装置 (レーザ測長器) を用意して、調整する軸の移動量を測定するように設置します。
- 2.機械を移動させ、レーザ測長器の読みとスケールの読みを比べて、読みが同じになるようにスケールの位置を調整します。
- 3.スケールの位置の調整はスケールにある中心距離調整穴に鉄棒を当て、鉄棒をハンマーでたたいてスケールを移動させます。
スケールのピッチ精度を良く調整すれば、長いストロークを高精度に仕上げることができます。
(注)最初に中央のスケールの取付ボルトの左右の余裕を均等にしてスケールを取り付けてください。
(注)スケールのピッチ調整は中央のスケールから順番に行っていきます。
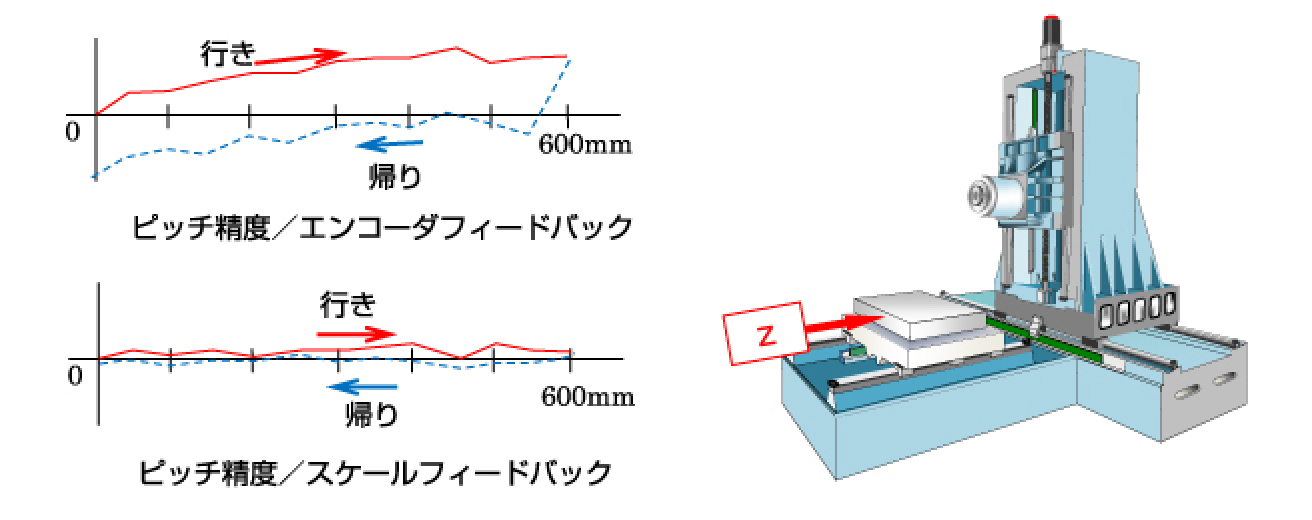
精度測定
全ストロークの精度測定 Ⅰ
一定のピッチで、往復の全ストロークの精度を測定します。
スケールフィードバックとエンコーダフィードバックの両方で測定してスケールを取付の効果を確認します。
全ストロークの精度測定 Ⅱ
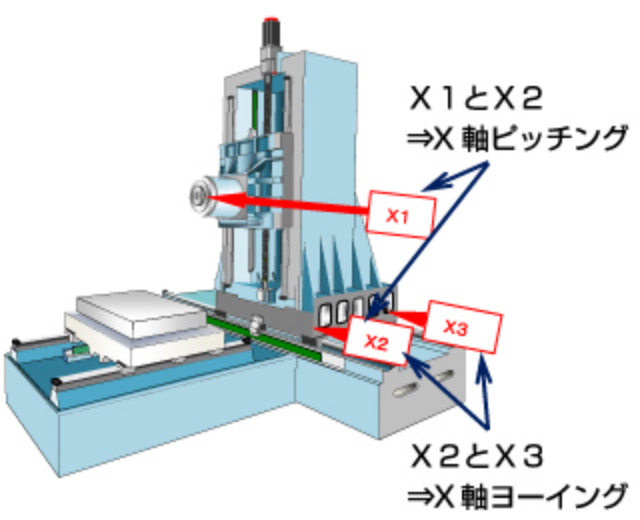
初号機では各軸の3点を測定して、ピッチングとヨーイングの測定をすることをお薦めします。
例)横型マシニングセンタのX軸の3つの測定箇所
1)X2とX3を比較して、ヨーイングを算出します。
2)X1とX2を比較して、ピッチングを算出します。