Precision Cutting Tools|Precision Cutting Tools|Gear shaving cutters
Gear Shaving Cutters
The handling companies : Nidec Machine Tool Corporation
- Contact information for product inquiry
- Contact Us
Super coat shaving cutter
Features
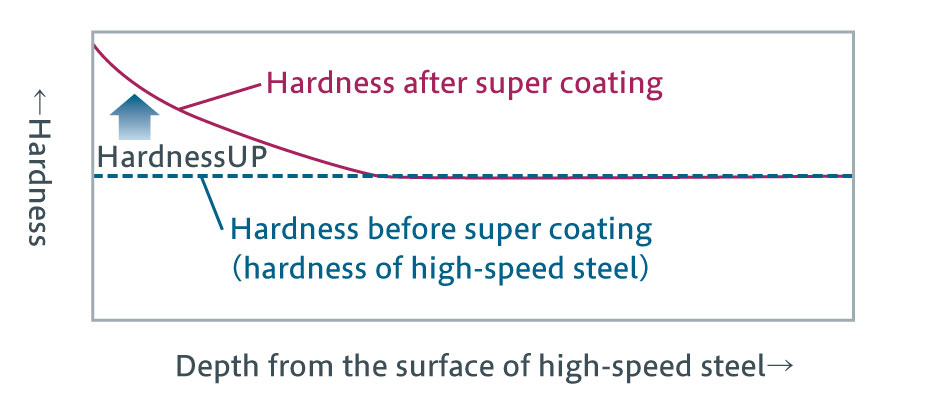
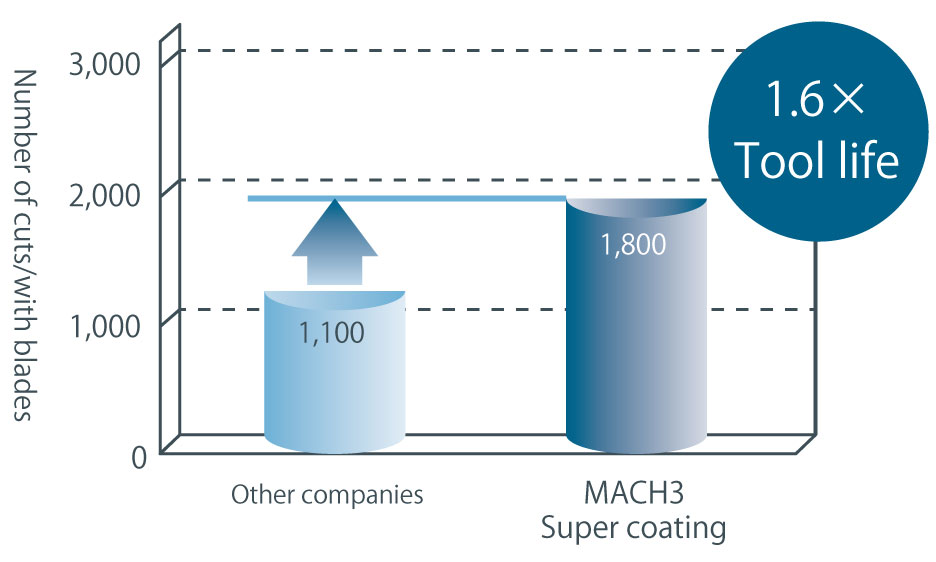
- The cutter's wear resistance strengthened with Super coat
- No change on the surface and the roughness of cutting face almost not affected
- Minimized distortion of serration depth
Samples
| Work | m2.7, PA 20°, 68T, HA 28°, RH, O.D. 116mm Tooth width 36mm, 18CrMo4 |
|---|---|
| Cutter | 79T, O.D. 225mm, MACH3+ Super Coat |
Fine pitch shaving cutter
Samples
Extended tool life and cost reduction are achieved owing to Fine pitch,material change and Super coat SVC.
| Work piece | m1.7 PA17.5° HA36° NT45° |
|---|---|
| Cutter | NT113 HA21° |
| Measure for improvement | High rigidity, fine pitch, super coating |
| Cutting condition | Rotational speed 220 rpm feed amount 0.4 mm/min T1:2 T2:4 T3:4 BM:0.02 Plunge |

(wear after processing 5500 units of work piece)

(wear after processing 1500 units of work piece)
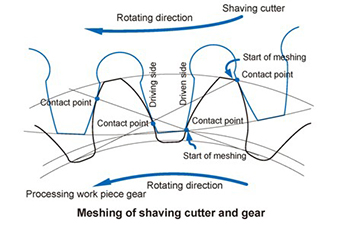
Processing by shaving cutters
Adjust the crossed axes angle between a work piece processed with hob and / or shaper cutter and shaving cutter at 5° to 15°and rotate them after meshing each other; sliding motion of the tooth surface enables fine finishing with only a slight amount of cutting.
The processing by shaving cutter is largely applied in gear production lines of auto mobiles and construction machineries because of its cost efficiency.
This processing is performed only before heat treatment. On the other hand, profile grinding is performed after heat treatment
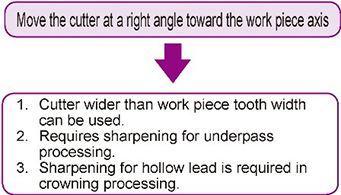
Conventional cutting
Underpass cutting
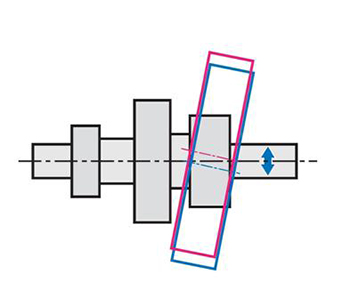
Move the cutter from the lower location colored in blue to the upper location colored in red; contact point moves from left to right and enables the processing of the entire tooth.
In case of that the space between each gear is narrow, it may be difficult for conventional processing to be applied because of not enough crossing angle.
In such a case Underpass processing might be applied.
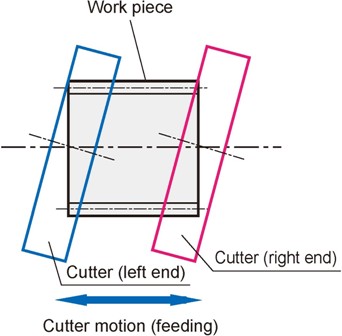
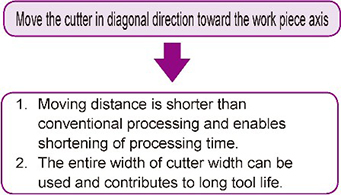
Diagonal cutting
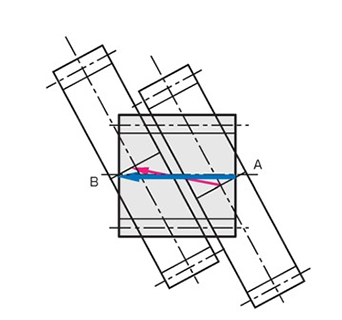
Move the cutter to the arrow direction colored in red; If fed in diagonal direction, meshing point will move from right edge A to left edge B of a work piece.
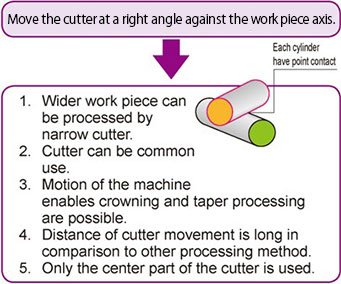
Plunge cutting
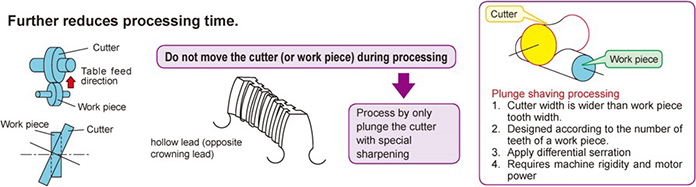
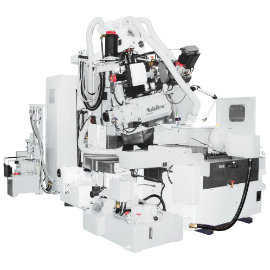
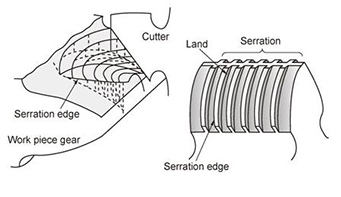
Sharpening method