技術Topics・コラム
精密切削工具
精密切削工具の技術Topics・コラムのご紹介です。

ブローチで加工されたワークの歯厚BPD(ビットウィンピンダイヤメータ)の測定
ブローチ加工したスプライン穴の嵌合を確認するため、ワークリード方向での最小歯厚の評価方法をご紹介します。
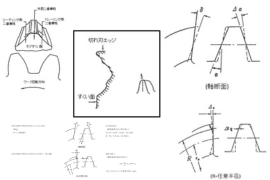
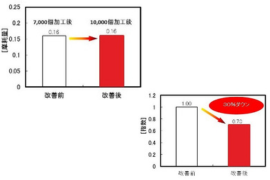
ホブの刃付け研削について
ホブ切り加工において被削物の精度および切削性能を維持するためには、適正な刃付け研削が必要です。
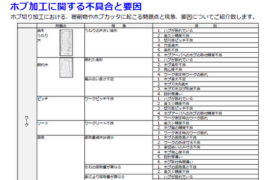
ホブ加工に関する不具合と要因
ホブ切り加工における被削物(ワーク)やホブカッタに生じる主な問題点と現象・原因をご紹介します。
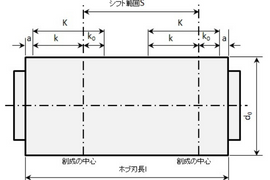
ホブの有効シフト長さ
簡易計算式を使ってホブ切りにおける外周切刃の作用長さを図表で求め、ホブの有効シフト長さを計算する方法をご紹介します。
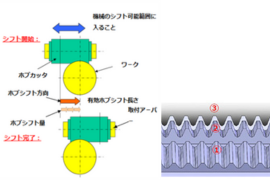
ホブシフト方法
安定生産・工具長寿命化のポイントとなる「ホブシフト」の種類をご紹介します。
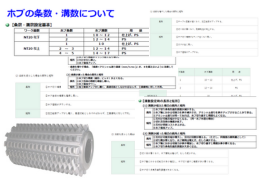
ホブカッタ条数・溝数の設定目安
ホブカッタ条数・溝数の設定目安のご紹介です。
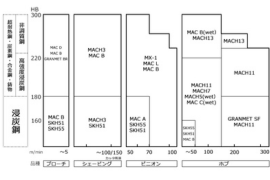
工具材質・表面処理選択マップ
加工条件や被削材硬度に対する適用の目安のご紹介です。
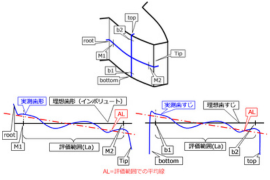
基本的な歯車チャートの読み方
歯車の歯形/歯すじにはそれぞれ3種の基本的な評価方法があります。それぞれの読み方ついて整理しましたので、ご活用ください。
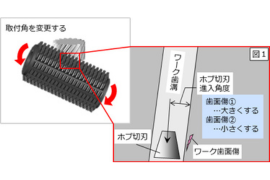
ドライホブ切りの歯面傷対策
ドライホブ切り時に発生するワーク歯面傷。ここではお客様で簡単にできる対策をご紹介します。
ホブ刃付精度の測定方法 ~歯溝分割編~
精度と寿命を維持しながらホブを使用するには正しい刃付精度でなければなりません。今回は専用の測定機がなくてもユーザー様で測定できる方法を実践を交えて紹介いたします。
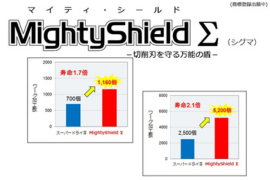
新コーティング MightyShield Σ(マイティ・シールド シグマ)
耐摩耗性に優れた高硬度コーティング膜(膜硬さHv4,000)を採用し、寿命アップを実現。幅広い加工領域(ハイスホブ、超硬ホブ)に対応。ドライ加工&ウェット加工、どんな切削環境でも性能を発揮します。
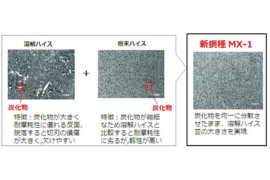
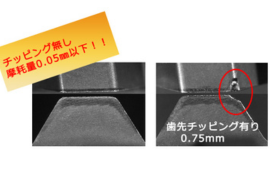
耐摩耗&耐チッピング性を極めた新鋼種「MX-1」
耐摩耗&耐チッピング性を極めた新鋼種「MX-1」の特徴や加工事例をご紹介します。

シェービングの切れ味向上
歯面面粗度を大幅改善のご紹介します。
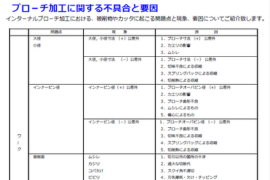
ブロ-チ加工に関する不具合と要因
インタ-ナルブロ-チ加工における、被削物(ワーク)やカッタに起こる問題点と現象、原因についてご紹介します。
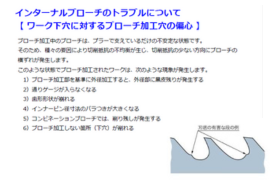
インターナルブローチのトラブルについて ~ワーク下穴に対するブローチ加工穴の偏心 ~
ブローチ加工中のブローチは、プラーで支えているだけの不安定な状態です。そのため次のような現象が発生します。
ブローチカッタの選定基準
ブローチを正しく活用いただくための、一般的な基準をご紹介します。
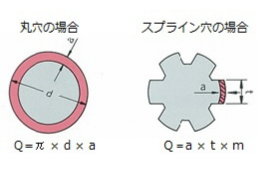
ブロ-チカッタ引抜力の計算方法
被削物をインタ-ナルブロ-チで加工する場合の引抜力の計算式を紹介します。
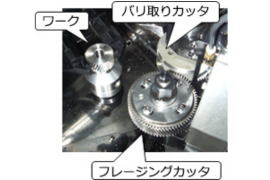
フレ-ジングカッタの寿命
フレ-ジングカッタの概要、損傷事例や工具寿命の改善策をご紹介します。
新超硬材 Carbide シリーズ
ハイスを上回るコストパフォーマンス新超硬材についてご紹介します。
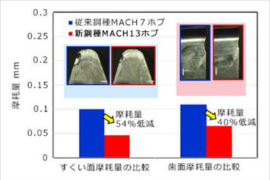
靱性を強化した新鋼種 「MACH13」
靱性を強化した新鋼種 「MACH13」をご紹介します。

新溶解ハイス材 MACH11
耐摩耗性・耐チッピング性・耐熱性すべてにおいて優れたホブ用溶解ハイスを開発しました。

小モジュール工具
小モジュール用工具の紹介と小モジュール工具専用新コーティングのご紹介です。
MACH7特殊熱処理による改善事例(小モジュール、小歯数ギヤの場合)
ホブカッタの熱処理の違い(コーティングと加工条件は変更なし)での量産加工ラインにおける比較テスト結果をご紹介します。
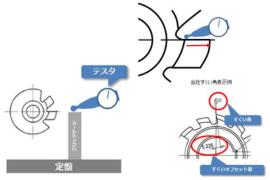
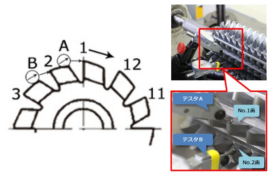
ホブ刃付精度の測定方法 ~向心度編~
精度と寿命を維持しながらホブを使用するには正しい刃付精度でなければなりません。今回は専用の測定機がなくてもユーザー様で測定できる方法を実践を交えて紹介いたします。
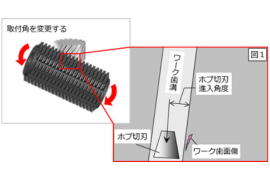
ホブ取付角誤差が歯厚及び面取量に及ぼす影響
ホブ取付角誤差が歯厚及び面取量に及ぼす影響についてご紹介いたします。
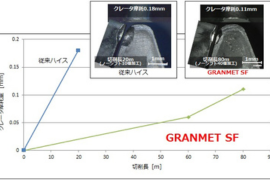
ホブ新材料 GRANMET SF(グランメット Speed Fine)
耐久性を極めた最高峰の金属をご紹介いたします。
耐チッピング性を極めたホブ新鋼種 「MACH13」
耐チッピング性を極めたホブ新鋼種 「MACH13」をご紹介いたします。
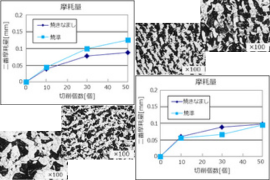
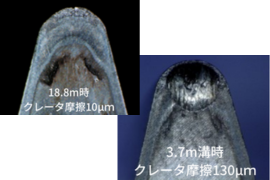
ドライホブ加工におけるホブ摩耗に対するワーク熱処理の影響
ドライホブ加工におけるホブ摩耗に対するワーク熱処理の影響についてご紹介いたします。
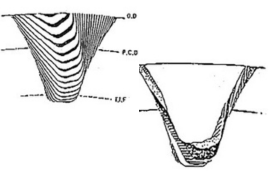
ギヤシェ-パ加工の高速加工・円周高送りの効果
ギヤシェ-パ加工の高速加工・円周高送りの効果についてご紹介します。

ピニオンカッタの刃付け研削について
ピニオンカッタ(ギヤシェーパカッタ)での歯切り加工において被削物の精度および切削性能を維持するためには、適切な刃付け研削が必要ですので、その要点についてご紹介致します。
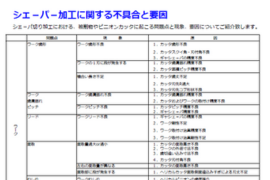
シェーパ加工に関する不具合と要因
シェ-パ切り加工における、被削物(ワーク)やピニオンカッタに起こる問題点と現象、原因についてご紹介致します。
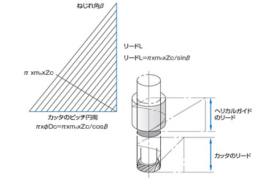
ピニオンカッタ加工時のヘリカルガイドの共用検討
新たなヘリカルギヤをピニオンカッタ(ギヤシェーパカッタ)で加工する場合、ヘリカルガイドのリ-ドを計算する必要があります。以下に、基本式を示しますので、ご活用下さい。
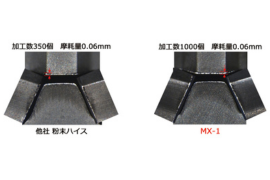
MX-1材のピニオンカッタ適用事例
MX-1材のピニオンカッタ適用事例についてご紹介いたします。
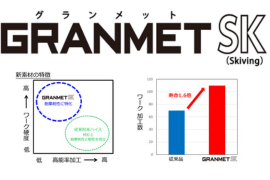
スカイビング工具用新材料 GRANMET SK
スカイビング工具用新材料 『GRANMET SK』のご紹介です。
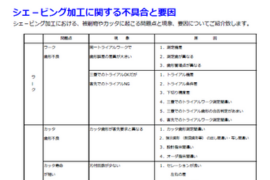
シェービング加工に関する不具合と要因
シェ-ビング加工における、被削物(ワーク)やシェ-ビングカッタに起こる問題点と現象、原因についてご紹介致します。
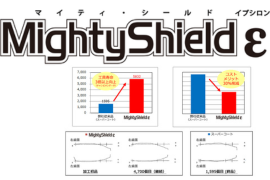
シェ-ビングカッタ用表面処理 MightyShield ε
シェ-ビングカッタ用表面処理 MightyShield ε (イプシロン) についてご紹介致します。
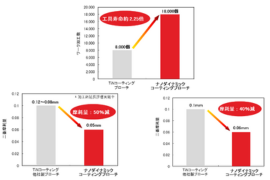
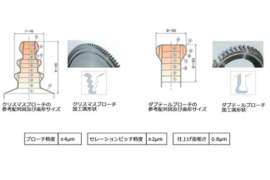
ナノダイナミックコーティングブローチ
ナノダイナミックコーティングブローチの特徴と切削データ事例をご紹介します。
原動機・航空機タ-ビン用ブロ-チ
航空機・原動機製造部門との長年にわたる連携により培った技術を反映した信頼性の高いブロ-チをお届けする事で世界の最先端技術に貢献します。
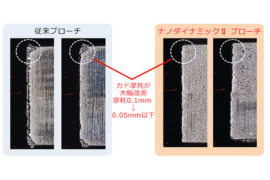
ナノダイナミックⅡ コーティングブローチのご紹介
耐摩耗性に優れ、寿命アップに寄与するナノダイナミックⅡ コーティングブローチのご紹介です。
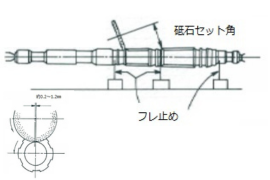
インターナルブローチの刃付け研削について
インターナルブローチの刃付け研削の場合は、ブローチ自体が細くて長いものが多く又、砥石の干渉がある等、他の切削工具と違った面があります。適切な刃付け研削を行うためのその要点についてご紹介致します。

ブロ-チ工具用新材料 GRANMET BR
ブロ-チ工具用新材料 GRANMET BRについてご紹介します。