技術トピックス - 切削工具トピックス -
ドライホブ加工におけるホブ摩耗に対するワーク熱処理の影響
ホブ切り加工において同一切削条件でも工具摩耗にバラツキが生じることがありますが、その原因の一つとして被削材硬度や熱処理の影響が考えられます。
以下にホブ切りにおける、被削材硬度と熱処理の違いによる工具摩耗に関する調査結果をご紹介致しますのでご参考にして下さい。
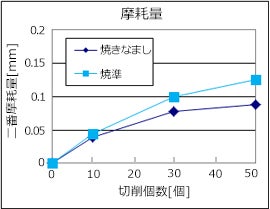
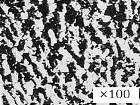
ケース① ワーク組織(結晶粒度)に差がある場合
熱処理の違いで組織(結晶粒度)に差が生じ、これが原因で工具摩耗量に差が現れています。
焼きなまし材の方が硬度は高いが粒径は大きく、工具摩耗は少ない結果となっています。
| 焼きなまし | 焼準 | |
|---|---|---|
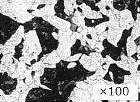 |  | |
| 粒度番号 | 6 | 8 |
| 硬度 | HB168 | HB155 |
| ワーク材質 | SCM420H | |
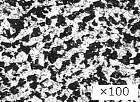
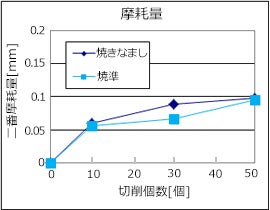
ケース② ワーク組織(結晶粒度)にあまり差がない場合
熱処理が違っても組織(結晶粒度)・硬度ともに差が小さく、工具摩耗量にも差が生じていません。
| 焼きなまし | 焼準 | |
|---|---|---|
 |  | |
| 粒度番号 | 7 | 8 |
| 硬度 | HB168 | HB169 |
| ワーク材質 | SCR420H1 | |
- ワーク仕様: m2.25 PA17.5° 52T 23°LH φ135 材質:SCR420H1,SCM420H
- ホ ブ 仕 様:φ75×L150 3口 16溝 MACH7 スーパードライ(すくい面コーティング付)
- 切 削 条 件:V=230m/min f=2.4mm/rev GN20A ドライ加工 加工数50個 ノンシフト