技術トピックス - 切削工具トピックス -
ホブ取付角誤差が歯厚及び面取量に及ぼす影響
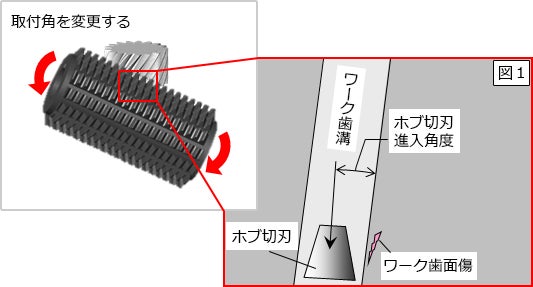
ホブによるドライカットにおいて、被削歯車の歯面に発生するムシレ・キズに悩まされることがあります。
従来のウェットカットでは大量の切削油で切粉除去とムシレ・キズの発生を抑制しますが、ドライカットの場合、ホブ取付角度を正規角度から微少角度変更して抑制することがあります。
その弊害として、被削歯車の歯厚減少が起き、それを補うためにホブの切込みを控えると、面取ホブの場合には、歯先面取量減少が起こります。
そこで、以下にホブ取付角誤差が被削歯車の歯厚および面取り量に及ぼす影響を纏めました。
(1)ホブ取付角誤差を与える
(2)被削歯車の歯厚減少
- その量は次式で計算します。
- △W = mn * { sin2γ * (⊿ε)2 / (2*tanαn) } * ( g / sin3γ + Z )
- ※但し、スパーギヤの場合
- ヘリカルギヤの場合は次の仮想歯数をINPUTします。
- 仮想歯数= Z /cos3β 但し Z : 歯車歯数 β:歯車捩れ角
- △W : 歯厚減少量 mn : ホブのノーマルモジュール αn : ホブ圧力角
- Z : 被削歯車の歯数 γ : ホブ進み角 ⊿ε : ホブ取付角誤差
- g : ホブ口数
(3)面取量の減少
- 歯厚減少を補うために切込を控えると歯先面取量が減少します。その量は次式で計算します。
- △C = △W / (2 * tanαn)
- △C : 面取減少量(半径方向) αn : ホブ圧力角
- ※上記(2)および(3)は理論値です。