技術トピックス - 切削工具トピックス -
ブロ-チカッタ引抜力の計算方法
被削物をインタ-ナルブロ-チで加工する場合の引抜力の計算式を紹介します。
計算された引抜力を基準として加工するブロ-チ盤の容量を決めます。
所要引抜力、Fの計算
F = f × n × Q (kgf)
- f : 被切削抵抗 (kgf/mm2)
- n : 同時切削刃数 (枚)
- n : 同時切削刃数 (枚)
被切削抵抗 fの値
被切削抵抗 f (kgf/mm2)
| 鋼 | 硬度 | HRC30まで | 300 |
| HRC30~HRC35まで | 350 | ||
| HRC35~HRC40まで | 400 | ||
| 可鍛鋳鉄 | 200 | ||
| 鋳鉄・青銅・アルミニウム | 100 | ||
同時切削刃数 nの計算
- n = ℓ / P (枚)
- 計算された数値は全て切上げて整数とします
- ℓ : ワークの厚み (mm)
- P : ブローチ刃のピッチ (mm)
切刃一枚の切削総面積 Qの計算
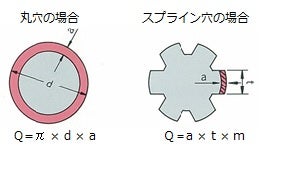
- d : ブロ-チの外径 (mm)
- t : 切刃一枚の切削幅 (mm)
- m : スプラインの条数 (条)
- a : ブロ-チ一刃当たりの取り代 (mm)
所要引抜力、Fの計算例
次のワ-クをインタ-ナルブロ-チ(丸穴)加工する場合の引抜力を上記の式により計算してみます。
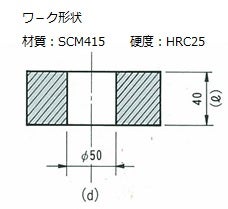
- 1.被切削抵抗:f
f=300kgf/mm2とします - 2.同時切込数:n
ブロ-チ刃のピッチp=9.5mmとしますと
n=ℓ/p=40/9.5=4.2 → 5枚 - 3.切刃一枚の切削総面積:Q
ブロ-チ一刃当たりの取り代
a=0.02mmとしますと
Q=π×d×a=3.14×50×0.02=3.142mm2
所要引抜力Fは
F=f×n×Q=300×5×3.142=4712(kgf)で約46.2kNとなり
50kN以上の引抜能力が必要で、ある程度の余裕も見て、75kN以上の能力をもつブロ-チ盤を選択することを勧めます。