技術トピックス - 切削工具トピックス -
インターナルブローチのトラブルについて ~ワーク下穴に対するブローチ加工穴の偏心 ~
ブローチ加工中のブローチは、プラーで支えているだけの不安定な状態です。
そのため、種々の要因により切削抵抗の不均衡が生じ、切削抵抗の少ない方向にブローチの横ずれが発生します。このような状態でブローチ加工されたワークは、次のような現象が発生します。
- ブローチ加工部を基準に外径加工すると、外径部に黒皮残りが発生する。
- 通りゲージが入らなくなる
- 歯形形状が崩れる
- インナーピン径寸法のバラつきが大きくなる
- コンビネーションブローチでは、削り残しが発生する
- ブローチ加工しない箇所(下穴)が削れる
偏心原因の調査方法
STEP 1 簡易調査
- データの取り方
1.ワークに印をつけ、印が常に一定の箇所になるように段取りをする。
2.ブローチ前柄の刻印等を目安にブローチの位相基準を決める
3.2.で決めた基準を位相から90°毎にブローチを回転させた状態でワーク数個を加工する。
4.ワークの振れ最大位置を調査する - データに対する予想原因
| 偏心の方向 | 主な原因 |
|---|---|
| ワークの印に対して常に一定方向 | 機械(ブローチ盤)に起因する問題 |
| ブローチの位相基準と連動して偏心 | 工具(ブローチ)に起因する問題 |
| 偏心方向にバラつきがある (機械,工具とも異なる場合) | ワークに起因する問題 |
STEP 2 詳細調査
機械(ブローチ盤)に起因する問題の場合
ブローチ盤の精度不良
- ブローチ盤面盤は水平になっているか(縦型ブローチ盤)
- テストバーを使用して、プラーと進行方向が面盤と垂直か
- ブローチ盤摺動面が痛んでいないか
- その他、ブローチ盤にガタがないか
切削油塗布の不均一
- 切削油の突出口を変更する
(刃の全周および全長にわたって一様に切削油をかける) - 拡大鏡等で、刃先の状態/摩耗を確認する
(簡易的には、ブローチへの円周付着状況を確認する) - 刃付け面の振れ測定
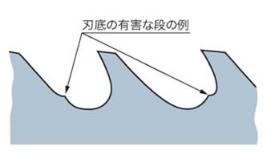
- 刃付による有害な段差がないか確認する
- ブローチをセンター台に取付け、ダイヤルゲージにて各部の曲がりを確認する
- ブローチ前ガイドとワーク下穴径のクリアランス
目安 0.03㎜以内(圧入タイプ等の特殊設定は除く) - 真円度,円筒度,加工基準に対する下穴の倒れ
- 金属組織調査
- 簡易検査としてはワーク硬度分布
工具(ブローチ)に起因する問題の場合
刃先の不同
刃溝形状の不良
ブローチの曲がり ※
※ ブローチ曲がりは、ワークの長さ(切削長)が短い場合は、偏心への影響は少ない。
工具(ブローチ)に起因する問題の場合
下穴精度
金属組織の不均一