技術トピックス - 切削工具トピックス -
ピニオンカッタの刃付け研削について
ピニオンカッタ(ギヤシェーパカッタ)での歯切り加工において被削物の精度および切削性能を維持するためには、適切な刃付け研削が必要ですので、その要点についてご紹介致します。
刃付け時期

ピニオンカッタによる歯切りで、カッタの切れ刃が摩耗または種々の原因により損傷を起こした時は、被削歯車の精度に大きな影響をおよぼしますので刃付けを行わなければなりません。
ピニオンカッタの歯面側面逃げ角は通常2°程度と小さいので逃げ面摩耗と同時に歯面に溶着が生じ易く、特に刃付け時期を失すると逃げ面摩耗が大きくなり溶着を助長することになります。
またピニオンカッタの切れ刃の摩耗は一般にトレーリング側の歯面が多く、この部分の摩耗幅が0.2~0.3㎜になった時刃付けを行うのが経済的です。
刃付け研削誤差が及ぼす影響
ピニオンカッタの刃付けはすくい面のみを研削し、すくい角は通常5°です。ヘリカルピニオンカッタの場合は各刃ごとの研削ですのでスパーカッタの場合と比べて精度も安定し難く、被削歯車の歯形に影響を与えることが多いので注意が必要です。
ヘリカルピニオンカッタの場合には、刃付け角は必ずしもカッタのねじれ角に直角とは限らないので注意が必要です。
また、特に面取り付の場合には、研削位置がずれると面取り形状に狂いが生じます。
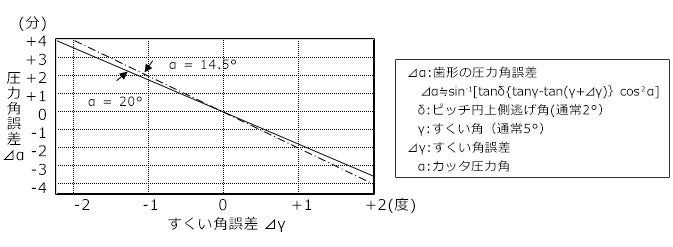
以下にヘリカルピニオンカッタの刃付けにおいて、最も起し易いすくい角誤差が歯形に与える影響について示します。