技術トピックス - 切削工具トピックス -
新溶解ハイス材 MACH11
耐摩耗性・耐チッピング性・耐熱性すべてにおいて優れたホブ用溶解ハイスを開発しました。
- 1.炭化物組織を微細化・均一化 → 耐チッピング性(靱性)をさらに向上
- 2.ソルト熱処理採用により素地結合力強化 → 耐チッピング性と耐摩耗性をさらに向上
- 3.最適熱処理条件により素地自体を強化 → 耐摩耗性と耐熱性をさらに向上
炭化物組織を微細化・均一化
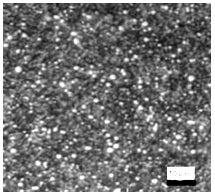
| 溶解ハイス | 新溶解ハイス「MACH11」 | 粉末ハイス |
|---|---|---|
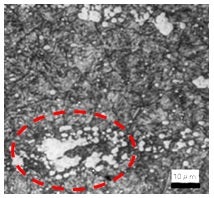 | 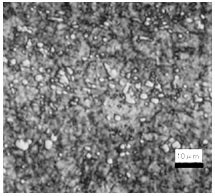 |  |
| 粗大炭化物(10µm以上)が偏析 粗大炭化物が脱落すると切れ刃の損傷が大きくチッピングが発生しやすい。 | 組織を制御し、炭化物の大きさを10µm以下に均一・微細化。
| 炭化物が均一に分散し、耐チッピング性に優れるが、微細(3µm以下)なため溶解ハイスより耐摩耗性に劣る。 |
加工事例
フルコ-ト仕様
【ワーク諸元】
- m2.25 PA17.5°23°LH
- NT46 SCM415
【ホブ諸元】
- φ75×150L 3口 16溝
- すくい面コーティングあり
【切削条件】
- 切削速度 300m⁄min
- アキシャル送り 2.4mm⁄rev
- 切削長 40m(ノーシフト加工)
- クライム/ドライカット
| MACH7+スーパードライIII | MACH11+スーパードライIII |
|---|---|
 | 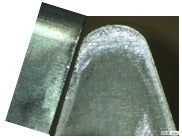 |
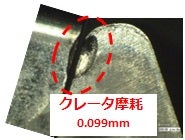 | 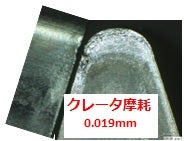 |
再研磨仕様
【ワーク諸元】
- m2.25 PA17.5°23°LH
- NT52 SCM415
【ホブ諸元】
- φ75×150L 3口 16溝
- すくい面コーティングなし
【切削条件】
- 切削速度 150m⁄min
- アキシャル送り 2.4mm⁄rev
- 切削長 50m(ノーシフト加工)
- クライム/ドライカット
| MACH7+スーパードライIII | MACH11+スーパードライIII |
|---|---|
 | 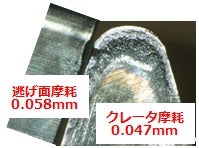 |
製品ページ
- 歯車加工機のトピックス
- ナノダイナミックコーティングブローチ ー切削工具トピックスー
- インターナルブローチの刃付け研削について ー切削工具トピックスー
- ブローチで加工されたワークの歯厚BPD(ビットウィンピンダイヤメータ)の測定 ー切削工具トピックスー
- ホブカッタ条数・溝数の設定目安 ー切削工具トピックスー
- 工具材質・表面処理選択マップ ー切削工具トピックスー
- ホブの刃付け研削について ー切削工具トピックスー
- ホブシフト方法 ー切削工具トピックスー
- ホブ加工に関する不具合と要因 ー切削工具トピックスー
- ナノダイナミックⅡ コーティングブローチのご紹介 ー切削工具トピックスー
- ブロ-チ工具用新材料 GRANMET BR ー切削工具トピックスー
- ドライホブ加工におけるホブ摩耗に対するワーク熱処理の影響 ー切削工具トピックスー
- ホブ取付角誤差が歯厚及び面取量に及ぼす影響 ー切削工具トピックスー
- ホブ新材料 GRANMET SF(グランメット Speed Fine) ー切削工具トピックスー
- 耐チッピング性を極めたホブ新鋼種 「MACH13」 ー切削工具トピックスー
- ピニオンカッタの刃付け研削について ー切削工具トピックスー
- ギヤシェ-パ加工の高速加工・円周高送りの効果 ー切削工具トピックスー
- ホブの有効シフト長さ ー切削工具トピックスー
- 新コーティング MightyShield Σ(マイティ・シールド シグマ) ー切削工具トピックスー
- ドライホブ切りの歯面傷対策 ー切削工具トピックスー
- ホブ刃付精度の測定方法 ~歯溝分割編~ ー切削工具トピックスー
- 耐摩耗&耐チッピング性を極めた新鋼種「MX-1」 ー切削工具トピックスー
- シェービングの切れ味向上 ー切削工具トピックスー
- 原動機・航空機タ-ビン用ブロ-チ ー切削工具トピックスー
- 新超硬材 Carbide シリーズ ー切削工具トピックスー
- ホブ刃付精度の測定方法 ~向心度編~ ー切削工具トピックスー
- MACH7特殊熱処理による改善事例(小モジュール、小歯数ギヤの場合) ー切削工具トピックスー
- 靱性を強化した新鋼種 「MACH13」 ー切削工具トピックスー
- シェービング加工に関する不具合と要因 ー切削工具トピックスー
- インターナルブローチのトラブルについて ~ワーク下穴に対するブローチ加工穴の偏心 ~ ー切削工具トピックスー
- スカイビング工具用新材料 GRANMET SK ー切削工具トピックスー
- シェ-ビングカッタ用表面処理 MightyShield ε ー切削工具トピックスー
- 新溶解ハイス材 MACH11 ー切削工具トピックスー
- 小モジュール工具 ー切削工具トピックスー
- ブロ-チ加工に関する不具合と要因 ー切削工具トピックスー
- ブローチカッタの選定基準 ー切削工具トピックスー
- フレ-ジングカッタの寿命 ー切削工具トピックスー
- ブロ-チカッタ引抜力の計算方法 ー切削工具トピックスー
- シェーパ加工に関する不具合と要因 ー切削工具トピックスー
- MX-1材のピニオンカッタ適用事例 ー切削工具トピックスー
- ピニオンカッタ加工時のヘリカルガイドの共用検討 ー切削工具トピックスー