技術トピックス - 切削工具トピックス -
ドライホブ切りの歯面傷対策
ドライホブ切り時に発生するワーク歯面傷。ここではお客様で簡単にできる対策をご紹介します。
【歯面傷①】生成中の切粉により傷つけられた歯面
- 全歯面の同じ位置に傷が発生します。
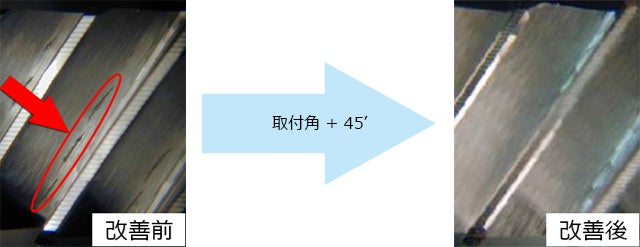
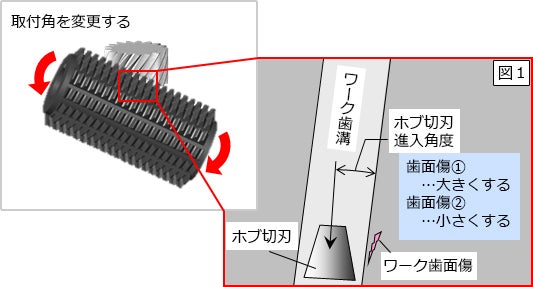
傷のある歯面側のホブ切刃進入角度が大きくなる方向に15’~1°(注)くらいの範囲で取付角を変更します(下図1参照)。
【歯面傷②】既に切り離された切粉が再び加工点に噛込んで傷つけられた歯面
- 傷のある歯と無い歯が混在します。
- ワーク歯面に切粉の溶着が見られる場合もあります。
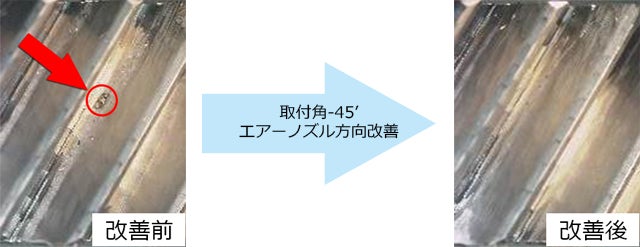
傷のある歯面側のホブ切刃進入角度が小さくなる方向に15’~1°(注)くらいの範囲で取付角を変更します(下図1参照)。また、エアーノズルの方向を切削点に出来るだけ近づけ、切粉を加工点に寄せ付けないようにします。
【図1】取付角の変更
(注)取付角を変更するとワーク歯厚が減少します。
例えば(m2、α20°、ホブ外径φ80)の場合、
| 取付誤差 | 歯厚減少 |
|---|---|
| 15′ | 2μm |
| 30′ | 8μm |
| 45′ | 18μm |
| 1° | 32μm |
であり、ワークの公差によっては設計変更が必要となる場合があります。
これらは改善策の一例です。この方法で歯面傷が減少しない場合は弊社までご連絡下さい。
傷の詳細調査を行い、より良い御提案をさせて頂きます。