技術トピックス - 切削工具トピックス -
ホブ刃付精度の測定方法 ~歯溝分割編~
精度と寿命を維持しながらホブを使用するには正しい刃付精度でなければなりません。
そのためには刃付の精度を評価することが大切です。
JIS B4355(以下JIS)の試験番号5-7に測定方法が記述されていますが少々抽象的でわかりにくいと思われます。今回は専用の測定機がなくてもユーザー様で測定できる方法を実践を交えて紹介いたします。
溝分割精度(JIS B4355 試験番号5-6)
■準備物
- 両センター台
- ストレートマンドレル
- スタンド付 テコ式ダイヤルゲージテスタ(以下テスタ) 2個 ※目量0.002mm
■測定方法
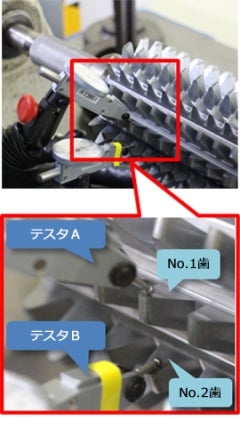
- 1.測定するホブをストレートマンドレルに取り付け、両センター台にセット。
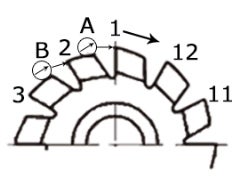
- 2.隣接する溝のそれぞれのすくい面の歯中央にテスタをセット。
※スタート歯は任意 (今回はAのテスタセット歯をNo.1とする) - 3.2個のテスタを「0」にセット(これ以降はテスタは触らないこと)
- 4.テスタを少し退避させ、ホブを軸方向に動かしながら歯と歯の間を通して1溝分割
- 5.テスタAをNO.2溝のすくい面の歯中央になるように軸方向位置合わせ
- 6.テスタBが「0」を示すまでホブを回転させる(ペンでホブを叩くと調整しやすい)
- 7.このときのテスタAの読み値を記録。
- 8.手順4-7を1周 全溝で繰り返す。
※最後にテスタAをNo.1溝にセットして「0(最初の位置)」に戻っている事を確認 - 9.記録したテスタAの結果から下記の式で計算する
- 測定した値(テスタの読み)の平均を求める
Avg=(No.1+No.2+……..+No.n)/n - 平均から測定値を引く(平均差分)
S1=Avg-No.1, S2=Avg-No.2….. - ★値(S)をグラフ化(単一分割誤差の可視化)
以上で求められた「絶対値の最大」=単一分割誤差 - 上記で求めた値(S)を累積計算
S1, S1+S2 , S1+S2+S3…. - ★値をグラフ化(累積誤差の可視化)
以上で求められた「最大値-最小値」=累積分割誤差[
刃付精度が及ぼす影響は製品ページの刃付けの注意点を参照ください。
測定結果の例 (16溝ホブ)
| 歯No | テスタ読み | 平均 | 単一分割誤差 | 累積分割誤差 |
|---|---|---|---|---|
| 1 | 0 | 1.3125 | -1.3 | -1.3 |
| 2 | 1 | 1.3125 | -0.3 | -1.6 |
| 3 | 2 | 1.3125 | 0.7 | -0.9 |
| 4 | 2 | 1.3125 | 0.7 | -0.3 |
| 5 | 0 | 1.3125 | -1.3 | -1.6 |
| 6 | -1 | 1.3125 | -2.3 | -3.9 |
| 7 | 1 | 1.3125 | -0.3 | -4.2 |
| 8 | 2 | 1.3125 | 0.7 | -3.5 |
| 9 | 6 | 1.3125 | 4.7 | 1.2 |
| 10 | 4 | 1.3125 | 2.7 | 3.9 |
| 11 | 3 | 1.3125 | 1.7 | 5.6 |
| 12 | 1 | 1.3125 | -0.3 | 5.3 |
| 13 | 0 | 1.3125 | -1.3 | 3.9 |
| 14 | 1 | 1.3125 | -0.3 | 3.6 |
| 15 | 0 | 1.3125 | -1.3 | 2.3 |
| 16 | -1 | 1.3125 | -2.3 | 0 |
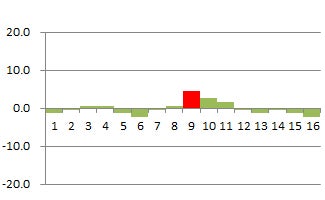
単一分割誤差:4.7μm
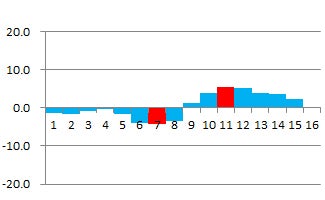
累積分割誤差:9.8μm
簡単な計算式をEXCELでご用意しています。担当営業にお問い合わせください。