技術トピックス - 切削工具トピックス -
MACH7特殊熱処理による改善事例(小モジュール、小歯数ギヤの場合)
ホブカッタの熱処理の違い(コーティングと加工条件は変更なし)での量産加工ラインにおける比較テスト結果をご紹介します。
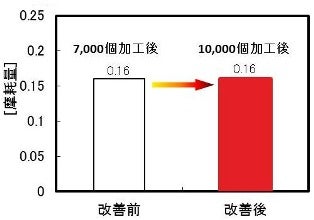
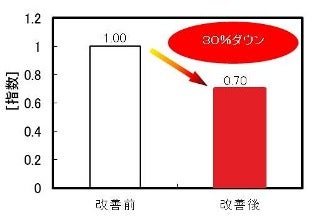
ホブカッタ材質MACH7の通常品から特殊熱処理にして、同一加工条件(切削速度200m/min)で加工数を約1.4倍の10,000個に増やしましたが、逃げ面最大摩耗量は従来と同等になり、工具費低減30%を達成しました。
逃げ面摩耗量の比較
約1.4倍加工して逃げ面最大摩耗量同等
1台当たりの工具費の比較
工具費30%低減を実現
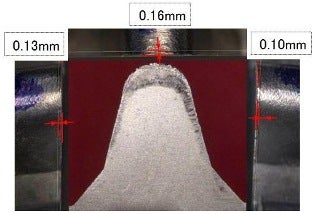
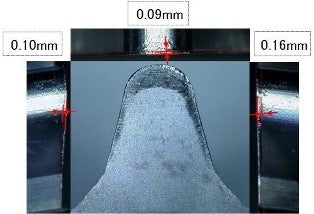
最大摩耗刃の画像
| 被削ギヤ諸元 | |
|---|---|
| モジュール | 1.6 |
| 圧力角 | 21° |
| 歯数 | 22 |
| ねじれ角 | 20°RH |
| 外径 | 41 |
| 歯たけ | 3.7 |
| 歯幅 | 30 |
| 材質 | SCM20 |
| ホブ諸元 | |
| 外径 | φ60 |
| 全長 | 140 |
| 条数 | 3 |
| 切刃数 | 10 |
| 材質 | MACH7特殊熱処理 |
| コーティング | AlCrN(他社) |
| 加工条件 | |
| 切削速度 | V200m/分 |
| 送り | 2.0mm/rev |
| 切削個数 | 10,000個 |
| 加工方法 | ドライカット |