技術トピックス - 切削工具トピックス -
ブロ-チ加工に関する不具合と要因
インタ-ナルブロ-チ加工における、被削物(ワーク)やカッタに起こる問題点と現象、原因についてご紹介致します。
| 問題点 | 現象 | 原因 | |
|---|---|---|---|
( ワ ー ク ) | 大径 小径 | 大径、小径寸法(+)公差外 | 1.ブローチ寸法(+)公差外 |
| 2.カエリの影響 | |||
| 3.ムシレ | |||
| 大径、小径寸法(-)公差外 | 1.ブローチ寸法(-)公差外 | ||
| 2.切味不良による収縮 | |||
| 3.スプリングバックによる収縮 | |||
| 4.切削熱による収縮 | |||
| インナーピン径 | インナーピン径(+)公差外 | 1.ブローチオーバピン径(+)公差外 | |
| 2.カエリの影響 | |||
| 3.ブローチ歯形不良 | |||
| 4.ムシレによるもの | |||
| 5.偏心によるもの | |||
| インナーピン径(-)公差外 | 1.ブローチオーバピン径(-)公差外 | ||
| 2.ブローチ歯形不良 | |||
| 3.切味不良による収縮 | |||
| 4.スプリングバッグによる収縮 | |||
| 5.切削熱による収縮 | |||
| 被削面 | ムシレ カジリ コバ欠け ビビリ | 1.切刃以外の箇所の干渉 | |
| 2.過大な切削代 | |||
| 3.スクイ角不適切 | |||
| 4.刃先摩耗・欠け・チッピング | |||
| 5.切刃面溶着 | |||
| 6.刃先ダレ | |||
| 7.切削条件不適切 | |||
| 8.切削油不適切・劣化 | |||
| 9.ブローチ盤剛性不足 | |||
| 10.難削材ワーク | |||
| 偏心 | 外周に対する引抜き穴のズレ | 1.切刃摩耗の円周上不均一 | |
| 2.ブローチ曲がり | |||
| 3.刃付面の振れ | |||
| 4.切削のアンバランス | |||
| カ ッ タ | 刃欠け 折損 | 刃欠け 折損 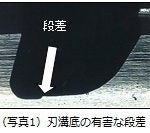 | 1.刃溝形状不良による切粉づまり ランド幅過大 刃溝深さ (-) 刃溝に段がある(写真1) |
| 2.切味不良による切粉づまり | |||
| 3.一刃の切削代過大 設計寸法の誤り 隣接ピッチの加工不良 | |||
| 4.設計基準の切削長より長いものを加工 | |||
| 5.ワークのこじれ、加工中のワークずれ |